22
Jul
20
Jul
20
Jul
07
May
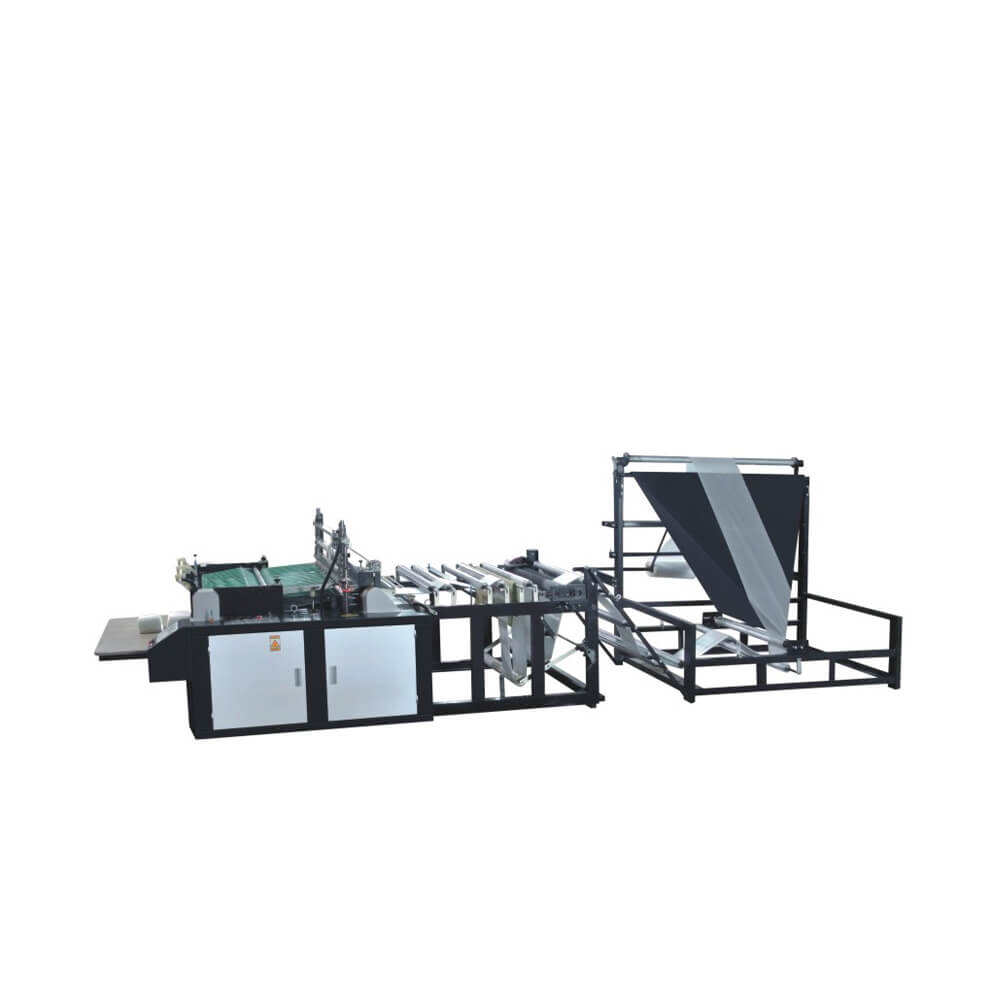
"Abbiamo acquistato la VortexPro 850 Automatic Bag Making Machine sei mesi fa, e ha rivoluzionato le nostre operazioni. Passare dal cucito manuale a questa bestia automatizzata ha ridotto del 65% il nostro tempo di produzione per borse di polipropilene. I comandi a servomotore sono incredibilmente precisi, e la funzione di cambio rapido ci permette di passare da un tipo di maniglia all'altra in meno di 10 minuti. Fermi macchina? Quasi inesistenti. Questa macchina si è ammortizzata più velocemente di qualsiasi altro strumento in cui abbiamo investito. Consigliata vivamente per produttori di medie dimensioni che necessitano di un output importante."
"Come startup che produce borse riutilizzabili in cotone e juta, avevamo un budget limitato. La EcoFab Mini Bag Making Machine si è rivelata la soluzione ideale per iniziare. È sorprendentemente robusta! Siamo passati da 50 borse al giorno cucite a mano alla produzione costante di oltre 300 borse. L'apprendimento è stato semplice per il nostro piccolo team e l'assistenza tecnica locale è stata eccellente durante le fasi iniziali di installazione. La qualità delle cuciture è pulita e resistente, esattamente ciò che il nostro marchio rappresenta. Un valore fantastico per i produttori di piccole serie. "

"Precisione e affidabilità sono imprescindibili nella nostra produzione conto terzi ad alto volume. Utilizziamo tre Titan Series Ultra-High-Speed Bag Making Machines 24/5. Queste macchine sono estremamente robuste. La saldatura integrata ad ultrasuoni per tessuti sintetici è impeccabile e costante. Raggiungiamo regolarmente produzioni di oltre 25.000 unità/turno con sprechi o inceppamenti minimi. La manutenzione è semplice grazie a diagnosi chiare. Per ambienti industriali impegnativi che richiedono un'ingegneria al livello tedesco, non cercate oltre. Vale ogni Euro."

"Il nostro settore specifico è la produzione di borse promozionali non tessute personalizzate. La FlexiMake 360 Multi-Function Bag Machine offre esattamente ciò che cercavamo: un'eccezionale versatilità. "


Ruian Xinye Packaging Machine Co., Ltd offre soluzioni automatiche di imballaggio ad alta efficienza per varie industrie. La nostra macchinaria avanzata garantisce precisione, durabilità e produzione ottimizzata. Scoprite oggi l'innovazione affidabile nell'imballaggio.
Cina Zhejiang Ruian Strada Principale N.104 Zona Industriale Yongguang, Shangwang, Città di Ruian, Provincia del Zhejiang.
Copyright © 2025 Ruian Xinye Packaging Machine Co.,Ltd | Informativa sulla privacy