


Accesorii esențiale pentru funcționalitatea pungilor verticale și a pungilor cu fermoar
Unități de inserare a fermoarului: aliniere precisă și lipire termică pentru integrarea fermoarului Ziplock
Echipamentele actuale pentru fabricarea pungilor includ sisteme speciale de inserare a fermoarului, care creează închideri reînchidabile fiabile pentru acele pungi autoportante pe care le vedem peste tot. Aceste sisteme folosesc ghidaj cu laser pentru alinierea foarte precisă a benzilor de fermoar, cu o toleranță de aproximativ ±0,3 milimetri, apoi le încălzesc împreună la temperaturi cuprinse între 150 și 180 de grade Celsius. Rezultatul? Închideri rezistente care nu afectează calitatea peliculei de plastic în sine. În practică, acest lucru înseamnă absența acelor spații nedorite dintre canale și a zonelor slabe frustrante care permit pătrunderea aerului și compromit conținutul produsului. Și ce credeți? Consumatorii acordă o mare importanță acestor caracteristici. Cercetările recente din industria ambalajelor indică faptul că aproximativ trei sferturi dintre cumpărători caută în mod specific ambalaje pe care le pot închide ușor din nou atunci când achiziționează gustări sau alte produse uscate. Are sens, nu-i așa?
Module pentru sigilarea gurii de turnare și sudarea ultrasonică pentru închiderea etanșă a pungilor tip Doy
Pachetele doy umplute cu lichid beneficiază de module de etanșare cu gură combinată cu tehnici de sudură ultrasonică, care asigură închideri complet etanșe fără a fi necesară utilizarea unor adezivi. Aceste sisteme funcționează la frecvențe de aproximativ 20 de kilohertz, aplicând exact cantitatea necesară de presiune împreună cu vibrația pentru a uni straturile de folie la nivel molecular. Acest proces elimină, de fapt, acele mici zone de scurgere pe care metodele obișnuite de etanșare termică le ignoră adesea. Importanța acestui avantaj devine cu adevărat evidentă atunci când se lucrează cu produse precum acizii sau uleiurile, deoarece chiar și cele mai mici defecțiuni, măsurate în fracțiuni de milimetru, pot duce la probleme de alterare. Un alt mare avantaj este faptul că, deoarece sudura ultrasonică nu necesită contact fizic între componente, păstrează forma și rezistența pungilor pe tot parcursul ciclurilor rapide de producție de pe linia de umplere.
Plierea de pliuri, imprimarea mânerelor și atașarea perforațiilor în ambalarea pungilor pregătite
Formatorii de fund integrate în liniile de producție realizează automat formarea bazei prin sisteme adaptabile de îndoire care funcționează eficient cu filme având o grosime de aproximativ 15–250 de microni. Tăietoarele rotative cu matriță execută operația foarte rapid, decupând manerele ergonomice la o viteză de peste 120 de pungi pe minut, fără a compromite rezistența materialului. Pentru comoditatea deschiderii, sunt prevăzute roți microzimțate care creează crestături de rupere exact în locurile necesare. Acestea controlează adâncimea crestăturilor cu o precizie ridicată, în jur de 30 %–70 % din grosimea materialului, astfel încât utilizatorii pot deschide pungile ușor și curat, fără nicio dificultate. Toate aceste componente diferite montate pe mașină transformă, în esență, filmul plat obișnuit în pungi gata de vânzare. Un avantaj remarcabil este capacitatea de adaptare ușoară la specificațiile diferitelor produse, toate pe aceeași configurație, ceea ce economisește timp și bani pentru producători.
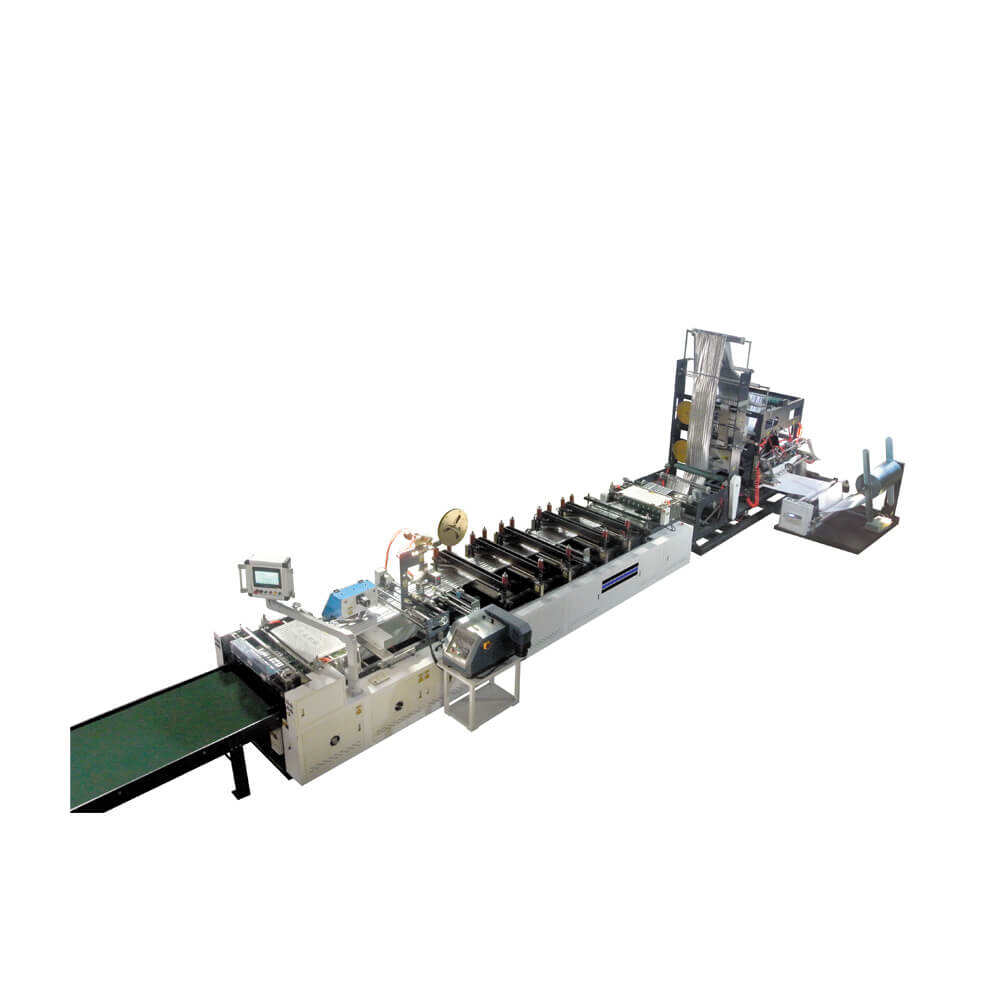
Masina pentru fabricarea sacilor Configurare: Compatibilitate între pungi tip stand-up și pungi cu fermoar
Diferențe mecanice și bazate pe senzori în încărcarea, deschiderea și manipularea orientării pungilor
Configurarea echipamentelor pentru fabricarea de saci pentru pungi autoportante comparativ cu cele pentru pungi cu fermoar implică abordări complet diferite în ceea ce privește mecanica și tehnologia de detectare. Pentru producția de pungi autoportante, producătorii se bazează pe senzori laser 3D pentru a obține bazele pliate (gusseted) exact cum trebuie, înainte ca orice umplere să aibă loc — un aspect care pur și simplu nu are relevanță pentru pungile obișnuite, plate, cu fermoar. Pe de altă parte, liniile de producție pentru pungi cu fermoar folosesc, în general, senzori optici 2D pentru a verifica dacă alinierea benzii rămâne în limite de aproximativ jumătate de milimetru. Sistemele de aspirație variază, de asemenea, semnificativ. Instalațiile pentru pungi autoportante necesită actuatori complecși, cu mai multe etape, pentru desfășurare, deoarece lucrează cu panourile laterale laminate, foarte delicate. În cazul pungilor cu fermoar? Un simplu prinzător cu vacuum pe un singur plan funcționează corespunzător în majoritatea cazurilor. Conform datelor recente publicate de Asociația de Ambalaje Flexibile, din 2023, aproximativ trei pătrimi din toate problemele de transfer la viteză ridicată sunt cauzate de orientarea incorectă a produselor. Acest lucru evidențiază clar de ce logica specifică a senzorilor face o diferență atât de mare. Și să nu uităm nici de mașinile cu dublă funcționalitate, care necesită, de fapt, comenzi speciale de tensiune acționate prin servomotoare, deoarece pungile autoportante utilizează, în general, folii cu o grosime cu aproximativ treizeci la sută mai mare decât cele utilizate în aplicațiile standard cu fermoar.
| Cerință de manipulare | Configurație pungă verticală | Configurație pungă cu fermoar |
|---|---|---|
| Sensoare de orientare | aliniere laser 3D pentru pliuri | detectare optică 2D a traseului fermoarului |
| Sistem cu ventuze | Actuatori multi-etapă pentru desfășurare | Gripperi cu vid pe un singur plan |
| Controlul tensiunii filmului | tensiune constantă de 25–30 N necesară | tensiune variabilă de 15–20 N suficientă |
Limitele de toleranță pentru grosimea filmului și lățimea benzii de fermoar în configurațiile mașinilor de fabricare a pungilor cu mod dublu
Când mașinile cu configurație duală comută între diferite formate de ambalare, întâmpină probleme serioase legate de toleranțele materialelor. Pungile autoportante necesită în mod tipic filme mai groase, de aproximativ 120–200 de microni, ceea ce înseamnă că cleștii de etanșare trebuie să aibă o lățime de aproximativ 8–10 mm. Pungile cu fermoar sunt însă diferite, utilizând materiale mult mai subțiri, în intervalul de 60–100 de microni, care funcționează mai bine cu zone de etanșare mai înguste, de doar 5–7 mm. Un studiu recent realizat de Asociația pentru Ambalaje Flexibile a constatat că, dacă lățimea benzii de fermoar variază cu mai mult de ±0,1 mm, rata de respingere crește cu aproximativ 30% în aceste operațiuni în mod dual. Cele mai bune sisteme disponibile pe piață sunt acum echipate cu unelte pentru schimbare rapidă, care se reglează automat pentru diverse profile de fermoar, de la mici benzi reclosabile de 3 mm până la versiuni mai mari, de 8 mm, cu închidere prin apăsare, menținând etanșarea intactă indiferent de format. Un aspect important de reținut este faptul că performanța sudurii ultrasonice scade brusc atunci când există o diferență de peste 15% în grosimea filmului între ciclurile de producție, astfel încât ajustările în timp real ale presiunii devin absolut necesare în timpul schimbărilor de echipament. Conform datelor colectate de la principali producători, sistemele bimodale corect configurate pot reduce deșeurile de material cu aproximativ 22%, constituind astfel o investiție inteligentă pentru numeroase instalații de ambalare.
Automatizarea manipulării pungilor pregătite cu sisteme integrate de mașini pentru fabricarea pungilor
Încărcarea robotică ghidată de vizualizare și sincronizarea cu stațiile de umplere și sigilare
Introducerea roboticii ghidate vizual a schimbat în mod radical modul în care efectuăm încărcarea pungilor preconfecționate, eliminând în esență toți acești pași manuali și înlocuindu-i cu o soluție mult mai inteligentă. Aceste sisteme folosesc camere de înaltă rezoluție împreună cu procesare în timp real a imaginilor pentru a determina tipul de pungă și orientarea acesteia, manipulând peste 200 de unități pe minut, iar forța de prindere se ajustează automat în funcție de grosimea materialului din film. Apoi există aceste ventuze cu vid care plasează, de fapt, pungile exact pe clemele transportoarelor cu o precizie remarcabilă, de fracțiuni de milimetru. Totul funcționează armonios, deoarece aceste mașini comunică în mod constant cu stațiile de umplere și de etanșare prin buclele de feedback PLC. Alinierea corectă a duzei de umplere în limite de jumătate de milimetru face întreaga diferență atunci când este vorba de asigurarea unei etanșări corespunzătoare a fiecărei pungi, fie termic, fie prin metode ultrasonice. Un studiu recent publicat de Packaging Digest, realizat în 2023, a evidențiat eficiența remarcabilă a acestui tip de automatizare, obținând o precizie aproape perfectă în ceea ce privește orientarea, de aproximativ 99,8%, și reducând nevoia de muncitori umani cu aproximativ 90%. Rezultatele vorbesc de la sine, în special în cazul producției în volume mari de pungi cu fermoar, care trebuie fabricate în mod constant, zi de zi.
Reducerea decalajului: De ce integrarea fermoarului rămâne subutilizată în producția de pungi verticale
Piața dorește cu adevărat în prezent opțiuni reînchidabile, dar integrarea acestor fermoare în pungile autoportante nu este încă răspândită. Nu este vorba că consumatorii nu ar fi interesați de această funcționalitate. Problema principală rezidă în modul în care sunt configurate în prezent majoritatea mașinilor de fabricare a pungilor. Când companiile încearcă să echeipeze liniile lor actuale de producție cu echipamente pentru inserarea fermoarelor, se confruntă cu o mulțime de probleme. Mașinaria necesită o recalibrare completă a ghidurilor mecanice și a setărilor senzorilor, doar pentru a gestiona corect lățimi diferite ale benzilor. Costurile de configurare cresc cu 25 % până la 40 % față de operațiunile obișnuite. Apoi există și problema compatibilității materialelor. Acele filme subțiri, frecvent utilizate în pungile tip Doypack, tind să se topească în timpul proceselor standard de legare termică, ceea ce duce la etanșări slabe în etapele ulterioare. Managerii de producție raportează, de asemenea, probleme de sincronizare atunci când încearcă să execute simultan, pe aceeași linie, modulele de inserare a fermoarelor și de etanșare a gurii de turnare. Pungile nealiniate perturbă întreaga cronometrare a procesului, provocând blocări constante și opriri neplanificate. Toate aceste obstacole tehnice, combinate cu necesitatea unei instruiri suplimentare a operatorilor și cu schimbările lente între diferitele regimuri de producție, fac ca această soluție să fie economic greu de implementat pentru mulți producători. Nu vom vedea închiderea acestei decalaje de capacitate până când nu vom avea un tip de atașamente modulare standardizate, care să funcționeze pe diverse tipuri de mașini. Și totuși, în ciuda tuturor acestor provocări, pungile autoportante reînchidabile continuă să fie una dintre cele mai dinamice zone de creștere din domeniul ambalajelor flexibile, conform rapoartelor recente ale industriei.
Întrebări frecvente
Care este beneficiul principal al utilizării unităților de inserare a fermoarului în pungi tip stand-up?
Unitățile de inserare a fermoarului permit crearea unor închideri fiabile și reînchidabile, asigurând lipsa oricăror spații libere în ambalaj, care ar putea duce la alterarea conținutului. Această caracteristică este deosebit de căutată de consumatori la achiziționarea produselor prăjite sau a celor uscate.
Cum beneficiază pungile tip doy de modulele de etanșare cu gură de turnare și de sudarea ultrasonică?
Aceste metode oferă o închidere etanșă, fără utilizarea adezivilor, prevenind alterarea produselor lichide, cum ar fi uleiurile și acizii, prin etanșare la nivel molecular. Sudarea ultrasonică menține, de asemenea, forma și rezistența pungilor.
De ce este integrarea fermoarului subutilizată în producția pungilor tip stand-up?
Integrarea fermoarelor în pungile tip stand-up necesită recalibrări semnificative și costuri ridicate de configurare a echipamentelor, întâmpinând provocări legate de compatibilitatea materialelor și de sincronizarea între module, ceea ce determină mulți producători să amâne adoptarea acestei caracteristici.
Cum îmbunătățește automatizarea robotică manipularea pungilor pregătite?
Automatizarea robotică cu sisteme ghidate de vizualizare sporește eficiența prin identificarea precisă a pungilor și sincronizarea cu stațiile de umplere, reducând muncă manuală cu 90% și obținând o precizie aproape perfectă în poziționare.
Cuprins
-
Accesorii esențiale pentru funcționalitatea pungilor verticale și a pungilor cu fermoar
- Unități de inserare a fermoarului: aliniere precisă și lipire termică pentru integrarea fermoarului Ziplock
- Module pentru sigilarea gurii de turnare și sudarea ultrasonică pentru închiderea etanșă a pungilor tip Doy
- Plierea de pliuri, imprimarea mânerelor și atașarea perforațiilor în ambalarea pungilor pregătite
- Masina pentru fabricarea sacilor Configurare: Compatibilitate între pungi tip stand-up și pungi cu fermoar
- Automatizarea manipulării pungilor pregătite cu sisteme integrate de mașini pentru fabricarea pungilor
- Reducerea decalajului: De ce integrarea fermoarului rămâne subutilizată în producția de pungi verticale
-
Întrebări frecvente
- Care este beneficiul principal al utilizării unităților de inserare a fermoarului în pungi tip stand-up?
- Cum beneficiază pungile tip doy de modulele de etanșare cu gură de turnare și de sudarea ultrasonică?
- De ce este integrarea fermoarului subutilizată în producția pungilor tip stand-up?
- Cum îmbunătățește automatizarea robotică manipularea pungilor pregătite?
