


Απαραίτητα Εξαρτήματα για τη Λειτουργικότητα Σάκων Όρθιας Στάσης και Σάκων με Φερμουάρ
Μονάδες Εισαγωγής Φερμουάρ: Ακριβής Στοίχιση και Θερμική Σύνδεση για Ενσωμάτωση Ziplock
Οι σημερινές μηχανές κατασκευής σακουλών περιλαμβάνουν ειδικά συστήματα ενσωμάτωσης φερμουάρ που δημιουργούν αξιόπιστες επανασφραγιζόμενες κλεισίματα για τις όρθιες συσκευασίες που βλέπουμε παντού. Αυτά τα συστήματα χρησιμοποιούν λέιζερ καθοδήγηση για να ευθυγραμμίσουν με μεγάλη ακρίβεια τις ταινίες φερμουάρ — πράγματι, με ανοχή ±0,3 χιλιοστόμετρα — και στη συνέχεια τις συγκολλούν με θερμότητα σε θερμοκρασίες που κυμαίνονται από 150 έως 180 °C. Το αποτέλεσμα; Ισχυρές σφραγίδες που δεν επηρεάζουν την ποιότητα του πλαστικού φιλμ. Στην πράξη, αυτό σημαίνει ότι δεν υπάρχουν ενοχλητικά κενά μεταξύ των διαύλων ούτε εκείνα τα ενοχλητικά αδύναμα σημεία που επιτρέπουν την είσοδο αέρα και καταστρέφουν το περιεχόμενο. Και γνωρίζετε τι; Οι καταναλωτές πράγματι ενδιαφέρονται γι’ αυτά τα θέματα. Πρόσφατη έρευνα στη βιομηχανία συσκευασίας δείχνει ότι περίπου τρεις στους τέσσερις αγοραστές αναζητούν ειδικά συσκευασίες που μπορούν να κλείσουν εύκολα ξανά κατά την αγορά σνακ ή άλλων ξηρών προϊόντων. Έχει λογική, σωστά;
Μονάδες σφράγισης ροζέτας και υπερηχητικής συγκόλλησης για αδιάβροχο κλείσιμο συσκευασιών τύπου Doy
Οι συσκευασίες τύπου doy που περιέχουν υγρά επωφελούνται από μονάδες σφράγισης με ροζέτα, σε συνδυασμό με τεχνικές υπερηχητικής συγκόλλησης, οι οποίες δημιουργούν πλήρως σφραγισμένες κλεισίματα χωρίς τη χρήση οποιασδήποτε κόλλας. Αυτά τα συστήματα λειτουργούν σε συχνότητες περίπου 20 kHz, εφαρμόζοντας ακριβώς την κατάλληλη πίεση σε συνδυασμό με ταλάντωση για να συγκολλήσουν τα επίπεδα του φιλμ σε μοριακό επίπεδο. Με αυτόν τον τρόπο εξαλείφονται πραγματικά εκείνα τα μικροσκοπικά σημεία διαρροής που οι συνηθισμένες μέθοδοι θερμικής σφράγισης συχνά παραβλέπουν. Η σημασία της μεθόδου γίνεται ιδιαίτερα εμφανής όταν ασχολούμαστε με προϊόντα όπως οι οξέα ή τα έλαια, καθώς ακόμη και οι μικρότερες ατέλειες, μετρούμενες σε κλάσματα χιλιοστού, μπορούν να οδηγήσουν σε προβλήματα διασποράς. Ένα ακόμη σημαντικό πλεονέκτημα είναι ότι, εφόσον η υπερηχητική συγκόλληση δεν απαιτεί φυσική επαφή μεταξύ των εξαρτημάτων, διατηρεί το σχήμα και την αντοχή των σακουλών καθ’ όλη τη διάρκεια των γρήγορων κύκλων παραγωγής στη γραμμή γεμίσματος.
Διαδικασίες διπλώματος γκουσέτ, σφράγισης λαβών και διάτρησης στη συσκευασία προκατασκευασμένων σακουλών
Οι διαμορφωτές γωνιών που ενσωματώνονται στις γραμμές παραγωγής διαχειρίζονται αυτόματα τη δημιουργία της βάσης μέσω προσαρμοστικών συστημάτων διπλώματος, τα οποία λειτουργούν αποτελεσματικά με φιλμ πάχους περίπου 15 έως 250 μικρόν. Οι περιστροφικοί κοπτικοί δίσκοι επίσης εκτελούν τη λειτουργία τους πολύ γρήγορα, δημιουργώντας ανατομικά σχεδιασμένες λαβές με ρυθμό πάνω από 120 σακούλες ανά λεπτό, χωρίς να επηρεάζεται η αντοχή του υλικού. Για ευκολία ανοίγματος, χρησιμοποιούνται μικροδοντωτοί τροχοί που δημιουργούν εγκοπές για ρήξη ακριβώς στα κατάλληλα σημεία. Ρυθμίζουν με μεγάλη ακρίβεια το βάθος της εγκοπής σε ποσοστό 30% έως 70% του πάχους του υλικού, ώστε ο χρήστης να μπορεί να ανοίγει τη σακούλα καθαρά και χωρίς δυσκολία. Όλα αυτά τα διαφορετικά εξαρτήματα που είναι συνδεδεμένα στη μηχανή μετατρέπουν ουσιαστικά το απλό επίπεδο φιλμ σε σακούλες έτοιμες για πώληση. Το ιδιαίτερα εντυπωσιακό είναι πόσο εύκολα προσαρμόζεται ολόκληρο το σύστημα σε διαφορετικές προδιαγραφές προϊόντων με την ίδια ρύθμιση, γεγονός που εξοικονομεί χρόνο και χρήμα για τους κατασκευαστές.
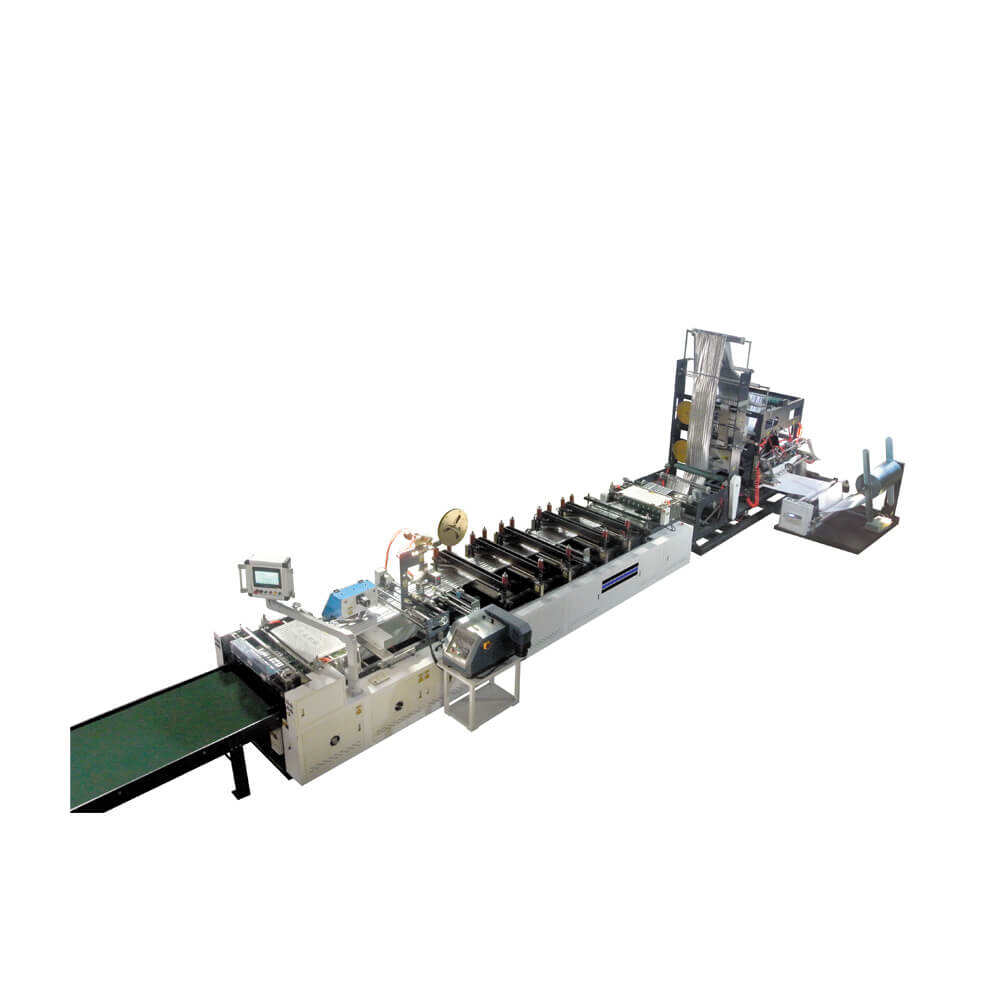
Μηχανή κατασκευής τσαντών Διαμόρφωση: Συμβατότητα με σακούλες Stand-Up και σακούλες με ζιπέρ
Μηχανικές και βασισμένες σε αισθητήρες διαφορές στη φόρτωση, το άνοιγμα και την επεξεργασία του προσανατολισμού των πακέτων
Η ρύθμιση του εξοπλισμού κατασκευής σακουλών για σακούλες «stand up» σε σύγκριση με τις σακούλες με ζιπ απαιτεί εντελώς διαφορετικές προσεγγίσεις όσον αφορά τη μηχανική και την τεχνολογία αισθητήρων. Για την παραγωγή σακουλών «stand up», οι κατασκευαστές βασίζονται σε τρισδιάστατους λέιζερ αισθητήρες για να επιτυγχάνουν την ακριβή διαμόρφωση των πλευρικών «gusseted» βάσεων πριν από οποιαδήποτε γέμιση — κάτι που απλώς δεν έχει καμία σημασία για τις συνηθισμένες επίπεδες σακούλες με ζιπ. Αντιθέτως, οι γραμμές παραγωγής σακουλών με ζιπ συνήθως χρησιμοποιούν δισδιάστατους οπτικούς αισθητήρες που ελέγχουν την ευθυγράμμιση της ταινίας, διασφαλίζοντας ότι παραμένει εντός περίπου 0,5 χιλιοστού. Τα συστήματα αναρρόφησης επίσης διαφέρουν σημαντικά. Οι διατάξεις για σακούλες «stand up» απαιτούν πολύπλοκους πολυσταδιακούς ενεργοποιητές ανάπτυξης, καθώς χειρίζονται ευαίσθητες λαμιναρισμένες πλευρικές επιφάνειες. Στις σακούλες με ζιπ; Ένα απλό μονοεπίπεδο κενό-γριπερ (vacuum gripper) λειτουργεί ικανοποιητικά το μεγαλύτερο μέρος του χρόνου. Σύμφωνα με πρόσφατα δεδομένα της Flexible Packaging Association από το 2023, περίπου τα τρία τέταρτα όλων των προβλημάτων υψηλής ταχύτητας μεταφοράς οφείλονται σε λανθασμένο προσανατολισμό. Αυτό τονίζει ιδιαίτερα τη σημασία της ύπαρξης ειδικής λογικής αισθητήρων. Και ας μην ξεχνάμε τις διπλής λειτουργίας μηχανές, οι οποίες απαιτούν ειδικούς σερβοκινητήρες ελέγχου τάσης, καθώς οι σακούλες «stand up» χρησιμοποιούν συνήθως φιλμ περίπου τριάντα τοις εκατό παχύτερο από εκείνο που χρησιμοποιείται στις τυπικές εφαρμογές με ζιπ.
| Απαιτήσεις Χειρισμού | Διάταξη Σάκου Όρθιου Τύπου | Διάταξη Σάκου με Φερμουάρ |
|---|---|---|
| Αισθητήρες Προσανατολισμού | τρισδιάστατη λέιζερ συγκόλληση για τις γωνίες | δισδιάστατη οπτική ανίχνευση διαδρομής φερμουάρ |
| Σύστημα επιστροφής κολλώντα | Ενεργοποιητές πολυσταδιακής ανάπτυξης | Αναρροφητικοί δίσκοι μονοεπίπεδου κενού |
| Έλεγχος Τάσης Φιλμ | απαιτείται σταθερή τάση 25–30 N | μεταβλητή τάση 15–20 N επαρκής |
Όρια ανοχής πάχους φιλμ και πλάτους ζιπέρ σε ρυθμίσεις μηχανήματος κατασκευής σακουλών διπλής λειτουργίας
Όταν οι μηχανές διπλής διαμόρφωσης αλλάζουν μεταξύ διαφορετικών μορφών συσκευασίας, αντιμετωπίζουν σοβαρά προβλήματα σχετικά με τις ανοχές των υλικών. Οι στεκόμενες σακούλες απαιτούν συνήθως παχύτερα φιλμ, περίπου 120 έως 200 μικρόν, γεγονός που σημαίνει ότι οι σφιγκτήρες σφράγισης πρέπει να έχουν πλάτος περίπου 8 έως 10 χιλιοστά. Οι σακούλες με ζιπεράκι είναι διαφορετικές: χρησιμοποιούν πολύ λεπτότερα υλικά, στην περιοχή των 60 έως 100 μικρόν, τα οποία λειτουργούν καλύτερα με στενότερες περιοχές σφράγισης, με μέγεθος μόλις 5 έως 7 χιλιοστά. Μια πρόσφατη μελέτη της Flexible Packaging Association διαπίστωσε ότι, εάν το πλάτος της ταινίας του ζιπερακιού διαφέρει κατά περισσότερο από ±0,1 χιλιοστό, οι ρυθμοί απόρριψης αυξάνονται κατά περίπου 30% σε αυτές τις λειτουργίες διπλής λειτουργίας. Τα καλύτερα συστήματα που υπάρχουν σήμερα στην αγορά είναι εξοπλισμένα με εργαλεία γρήγορης αλλαγής που προσαρμόζονται αυτόματα σε διάφορα προφίλ ζιπερακιών, από μικρές επανακλειόμενες τροχιές 3 χιλιοστών έως μεγαλύτερες εκδόσεις «πίεση για κλείσιμο» 8 χιλιοστών, διατηρώντας ακέραιες τις σφραγίδες ανεξάρτητα από τη μορφή. Κάτι σημαντικό που πρέπει να σημειωθεί είναι ότι η απόδοση της υπερηχητικής συγκόλλησης πέφτει δραματικά όταν υπάρχει διαφορά πάχους φιλμ μεγαλύτερη του 15% μεταξύ διαφορετικών παραγωγικών κύκλων, γεγονός που καθιστά απολύτως αναγκαίες τις προσαρμογές της πίεσης σε πραγματικό χρόνο κατά την αλλαγή του εξοπλισμού. Σύμφωνα με δεδομένα που συλλέχθηκαν από κύριους κατασκευαστές, τα συστήματα διπλής λειτουργίας που έχουν ρυθμιστεί σωστά μπορούν να μειώσουν τα απόβλητα υλικού κατά περίπου 22%, καθιστώντας τα μια έξυπνη επένδυση για πολλές εγκαταστάσεις συσκευασίας.
Αυτοματοποίηση της διαχείρισης προκατασκευασμένων σακουλών με ενσωματωμένα συστήματα μηχανημάτων κατασκευής σακουλών
Φόρτωση με ρομπότ καθοδηγούμενη από όραση και συγχρονισμός με τους σταθμούς γέμισης και σφράγισης
Η εισαγωγή της ρομποτικής καθοδηγούμενης από την όραση έχει αλλάξει εντελώς τον τρόπο με τον οποίο διαχειριζόμαστε τη φόρτωση προκατασκευασμένων σακουλών, εξαλείφοντας ουσιαστικά όλα εκείνα τα χειροκίνητα βήματα και αντικαθιστώντάς τα με κάτι πολύ πιο έξυπνο. Αυτά τα συστήματα χρησιμοποιούν κάμερες υψηλής ανάλυσης σε συνδυασμό με επεξεργασία εικόνας σε πραγματικό χρόνο για να προσδιορίσουν το είδος της σακούλας και τον προσανατολισμό της, επεξεργαζόμενα πάνω από 200 μονάδες ανά λεπτό, ενώ αλλάζουν αυτόματα τη δύναμη της λαβής ανάλογα με το πάχος του υλικού της μεμβράνης. Υπάρχουν επίσης αυτές οι αναρροφητικές κοχλίες με κενό που τοποθετούν με εκπληκτική ακρίβεια — μέχρι και κλάσματα χιλιοστού — τις σακούλες ακριβώς πάνω στους συλλέκτες της ταινίας μεταφοράς. Όλα λειτουργούν ομαλά μαζί, καθώς αυτές οι μηχανές επικοινωνούν συνεχώς με τους σταθμούς γέμισμας και σφράγισης μέσω των βρόγχων ανάδρασης PLC. Η σωστή ευθυγράμμιση του ακροφυσίου γέμισμας με ακρίβεια μισού χιλιοστού κάνει όλη τη διαφορά όσον αφορά τη σωστή σφράγιση κάθε σακούλας, είτε με θερμική είτε με υπερηχητική μέθοδο. Μια πρόσφατη μελέτη του Packaging Digest το 2023 έδειξε πόσο αποτελεσματική είναι πραγματικά αυτή η μορφή αυτοματοποίησης, επιτυγχάνοντας σχεδόν τέλεια ακρίβεια προσανατολισμού περίπου 99,8% και μειώνοντας την ανάγκη για ανθρώπινο εργατικό δυναμικό κατά περίπου 90%. Τα αποτελέσματα μιλούν από μόνα τους, ιδιαίτερα όταν πρόκειται για μεγάλες ποσότητες σακούλες με ζιπέρ που πρέπει να παράγονται με συνέπεια από ημέρα σε ημέρα.
Γέφυρα του χάσματος: Γιατί η ενσωμάτωση φερμουαρ παραμένει υποεκμεταλλευόμενη στην παραγωγή σάκων όρθιας στάσης
Την τελευταία περίοδο, η αγορά επιθυμεί πραγματικά επανασφραγιζόμενες λύσεις, ωστόσο η ενσωμάτωση ζιπερών σε όρθιες σακούλες δεν είναι ακόμη ευρέως διαδεδομένη. Αυτό δεν οφείλεται στην έλλειψη ενδιαφέροντος των καταναλωτών για αυτήν τη λειτουργία. Το κύριο πρόβλημα βρίσκεται στον τρόπο με τον οποίο είναι σήμερα διαμορφωμένες οι περισσότερες μηχανές κατασκευής σακουλών. Όταν οι εταιρείες προσπαθούν να εξοπλίσουν τις υφιστάμενες γραμμές παραγωγής τους με εξοπλισμό εισαγωγής ζιπερών, αντιμετωπίζουν διάφορα προβλήματα. Οι μηχανές απαιτούν πλήρη αναβαθμολόγηση των μηχανικών οδηγών και των ρυθμίσεων των αισθητήρων, απλώς και μόνο για να χειρίζονται σωστά διαφορετικά πλάτη ταινιών. Το κόστος εγκατάστασης αυξάνεται κατά 25% έως 40% σε σύγκριση με τις συνήθεις λειτουργίες. Υπάρχει επίσης και το θέμα της συμβατότητας των υλικών: οι λεπτές μεμβράνες που συνήθως χρησιμοποιούνται στις σακούλες τύπου Doypack τείνουν να λιώνουν κατά τις συνηθισμένες διαδικασίες θερμικής σύνδεσης, με αποτέλεσμα αδύναμες σφραγίδες στη συνέχεια. Οι διευθυντές παραγωγής αναφέρουν επίσης προβλήματα συγχρονισμού κατά την ταυτόχρονη λειτουργία των μονάδων εισαγωγής ζιπερών και σφράγισης στομίων στην ίδια γραμμή. Η μη σωστή ευθυγράμμιση των σακουλών διαταράσσει το χρονοδιάγραμμα όλων των υπόλοιπων διαδικασιών, προκαλώντας συνεχείς εμπλοκές και χρόνους αδράνειας. Όλα αυτά τα τεχνικά εμπόδια, σε συνδυασμό με την ανάγκη επιπλέον εκπαίδευσης των χειριστών και τις αργές αλλαγές μεταξύ διαφορετικών λειτουργικών καθεστώτων, καθιστούν οικονομικά δύσκολη την υιοθέτηση αυτής της τεχνολογίας για πολλούς κατασκευαστές. Δεν θα δούμε να κλείνει αυτό το κενό δυνατοτήτων πριν εμφανιστούν ενιαίες, τυποποιημένες, εναλλάξιμες προσαρτήσεις που να λειτουργούν σε διαφορετικούς τύπους μηχανών. Παρ’ όλα αυτά, παρά τις εν λόγω προκλήσεις, οι επανασφραγιζόμενες όρθιες σακούλες συνεχίζουν να αποτελούν μία από τις πιο γρήγορα αναπτυσσόμενες κατηγορίες στην ευέλικτη συσκευασία, σύμφωνα με πρόσφατες βιομηχανικές εκθέσεις.
Συχνές Ερωτήσεις
Ποιό είναι το κύριο πλεονέκτημα της χρήσης μονάδων ενσωμάτωσης φερμουάρ σε στεκόμενες συσκευασίες;
Οι μονάδες ενσωμάτωσης φερμουάρ επιτρέπουν τη δημιουργία αξιόπιστων, επανασφραγιζόμενων κλεισιμάτων, διασφαλίζοντας ότι δεν υπάρχουν διακένα στη συσκευασία, τα οποία θα μπορούσαν να οδηγήσουν σε καταστροφή του περιεχομένου. Αυτό το χαρακτηριστικό είναι ιδιαίτερα επιθυμητό από τους καταναλωτές που αγοράζουν σνακ ή ξηρά προϊόντα.
Πώς ωφελούν οι μονάδες σφράγισης με ροζέτα και η υπερηχητική συγκόλληση τις συσκευασίες τύπου doy?
Αυτές οι μέθοδοι παρέχουν ερμητικό κλείσιμο χωρίς τη χρήση κόλλας, αποτρέποντας την καταστροφή υγρών προϊόντων, όπως ελαίων και οξέων, με σφράγιση σε μοριακό επίπεδο. Η υπερηχητική συγκόλληση διατηρεί επίσης το σχήμα και την αντοχή των συσκευασιών.
Γιατί η ενσωμάτωση φερμουάρ είναι υποεκμεταλλευμένη στην παραγωγή στεκόμενων συσκευασιών;
Η ενσωμάτωση φερμουάρ σε στεκόμενες συσκευασίες απαιτεί σημαντική επαναρύθμιση και υψηλά κόστη εγκατάστασης των μηχανημάτων, αντιμετωπίζοντας προκλήσεις σχετικά με τη συμβατότητα των υλικών και τη συγχρονισμένη λειτουργία των μονάδων, γεγονός που οδηγεί πολλούς κατασκευαστές να αναβάλλουν την υιοθέτηση αυτού του χαρακτηριστικού.
Πώς βελτιώνει η ρομποτική αυτοματοποίηση την επεξεργασία προκατασκευασμένων σακουλών;
Η ρομποτική αυτοματοποίηση με συστήματα καθοδηγούμενα από όραση αυξάνει την αποδοτικότητα εντοπίζοντας με ακρίβεια τις σακούλες και συγχρονίζοντας τις με τους σταθμούς γέμισης, μειώνοντας τον ανθρώπινο παράγοντα κατά 90% και επιτυγχάνοντας σχεδόν τέλεια ακρίβεια στη θέση.
Περιεχόμενα
- Απαραίτητα Εξαρτήματα για τη Λειτουργικότητα Σάκων Όρθιας Στάσης και Σάκων με Φερμουάρ
- Μηχανή κατασκευής τσαντών Διαμόρφωση: Συμβατότητα με σακούλες Stand-Up και σακούλες με ζιπέρ
- Αυτοματοποίηση της διαχείρισης προκατασκευασμένων σακουλών με ενσωματωμένα συστήματα μηχανημάτων κατασκευής σακουλών
- Γέφυρα του χάσματος: Γιατί η ενσωμάτωση φερμουαρ παραμένει υποεκμεταλλευόμενη στην παραγωγή σάκων όρθιας στάσης
-
Συχνές Ερωτήσεις
- Ποιό είναι το κύριο πλεονέκτημα της χρήσης μονάδων ενσωμάτωσης φερμουάρ σε στεκόμενες συσκευασίες;
- Πώς ωφελούν οι μονάδες σφράγισης με ροζέτα και η υπερηχητική συγκόλληση τις συσκευασίες τύπου doy?
- Γιατί η ενσωμάτωση φερμουάρ είναι υποεκμεταλλευμένη στην παραγωγή στεκόμενων συσκευασιών;
- Πώς βελτιώνει η ρομποτική αυτοματοποίηση την επεξεργασία προκατασκευασμένων σακουλών;
