


Základní příslušenství pro funkčnost stojatých pytlů a pytlů se zipem
Jednotky pro vkládání zipu: přesné zarovnání a tepelné lepení pro integraci zipu typu Ziplock
Dnešní zařízení pro výrobu taštiček zahrnuje speciální systémy pro vkládání zipů, které vytvářejí spolehlivé znovuzavíratelné uzávěry pro stojící fóliové pytle, které vidíme všude kolem sebe. Tyto systémy používají laserové vedení k velmi přesnému zarovnání zipových pásků – s odchylkou pouhých ±0,3 mm – a následně je spojují tepelným způsobem při teplotách mezi 150 a 180 °C. Výsledkem jsou pevné uzavírky, které neovlivňují kvalitu samotné plastové fólie. V praxi to znamená, že nedochází k otravným mezerám mezi jednotlivými kanály ani k frustrujícím slabým místům, která nechrání před vnikáním vzduchu a tak poškozují obsah balení. A víte co? Zákazníci tomu skutečně přikládají velkou váhu. Nedávný průzkum průmyslu obalových materiálů ukázal, že přibližně tři ze čtyř zákazníků při nákupu svačin nebo jiných suchých výrobků záměrně hledají balení, které lze snadno znovu uzavřít. To dává smysl, že ano?
Moduly pro uzavírání výlevky a ultrazvukové svařování pro netěsnící uzavření typu Doy Pack
Tekutiny v doy-pouzdrech s kapalinou využívají uzavíracích modulů se stříkacím otvorem v kombinaci s ultrazvukovým svařováním, které vytvářejí zcela utěsněné uzávěry bez nutnosti použití lepidel. Tyto systémy pracují na frekvencích kolem 20 kilohertzů a aplikují přesně stanovený tlak spolu se vibracemi, čímž dochází k molekulárnímu spojení vrstev fólie. Tím se skutečně odstraňují malé místa úniku, která běžné metody tepelného uzavírání často přehlížejí. Význam tohoto řešení se stává zcela zřejmý při zpracování produktů jako jsou kyseliny nebo oleje, neboť i nejmenší nedostatky měřené ve zlomcích milimetru mohou vést k problémům s poškozením produktu. Další velkou výhodou je, že ultrazvukové svařování nepotřebuje fyzický kontakt mezi komponenty, čímž se během rychlé výroby na plnící lince uchovává tvar i pevnost pytlíků.
Skládání bočních záhybů, razení popruhů a perforace v balení předem vyrobených pytlíků
Tvarovače bočních kapsiček integrované do výrobních linek automaticky tvoří dno pomocí adaptivních systémů zasouvání, které dobře fungují s fóliemi o tloušťce přibližně 15 až 250 mikrometrů. Rotační nůžové střihačky pracují také velmi rychle a vyražují ergonomické popruhy rychlostí přes 120 obalů za minutu, aniž by se snížila pevnost materiálu. Pro pohodlné otevírání jsou k dispozici mikroozubatá kolečka, která vytvářejí trhací zářezy přesně tam, kde jsou potřebné. Tyto zářezy jsou řízeny s vysokou přesností v hloubce přibližně 30 až 70 % tloušťky materiálu, takže uživatelé mohou obaly čistě a bez obtíží otevřít. Všechny tyto různé komponenty připevněné k stroji v podstatě přeměňují prosté ploché fólie na hotové obaly připravené k prodeji. Velmi výhodné je, že celý systém se snadno přizpůsobuje různým specifikacím výrobků ve stejném nastavení, čímž se výrobcům šetří čas i náklady.
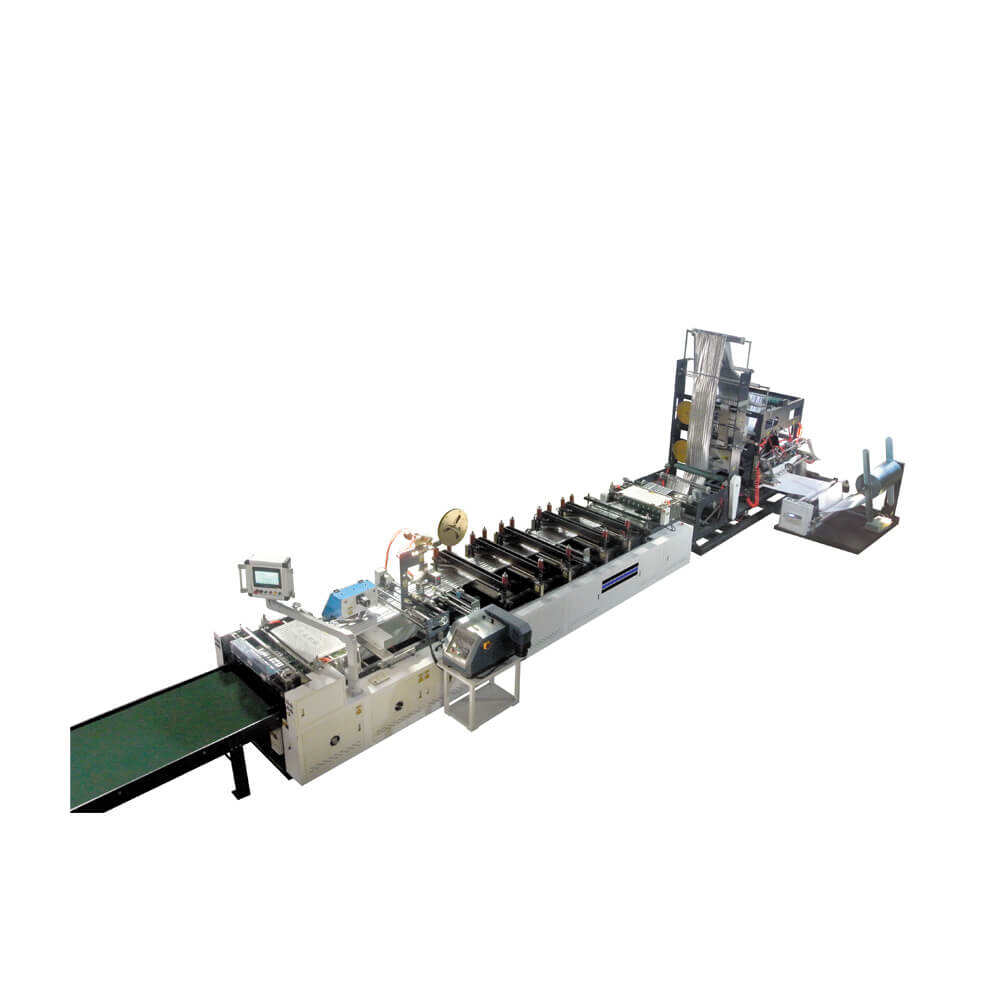
Stroj na výrobu tašek Konfigurace: stojící obaly vs. obaly se zipem
Mechanické a senzorově založené rozdíly při náplni, otevírání a manipulaci s orientací poušek
Nastavení zařízení pro výrobu sáčků pro stojící sáčky (stand up pouches) ve srovnání se zipovými sáčky vyžaduje zcela odlišné přístupy, pokud jde o mechaniku a senzorovou technologii. U výroby stojících sáčků se výrobci spoléhají na 3D laserové senzory, aby před naplněním dosáhli přesného tvaru podnoží se sbíhavými bočními stěnami (gusseted bases) – což je parametr, který u běžných plochých zipových sáčků vůbec není důležitý. Naopak linky pro výrobu zipových sáčků obvykle využívají 2D optické senzory ke kontrole, zda zůstává zarovnání dráhy v toleranci přibližně půl milimetru. Rovněž se značně liší systémy sacího zařízení. Pro stojící sáčky jsou potřebné složité vícestupňové akční členy pro rozvíjení, protože se musí zacházet s citlivými laminovanými bočními panely. U zipových sáčků postačuje většinou jednoduchý sací upínač pracující v jedné rovině. Podle nedávných údajů Flexible Packaging Association z roku 2023 se přibližně tři čtvrtiny všech problémů s vysokorychlostním přenosem výrobků přisuzují chybám orientace. To skutečně zdůrazňuje, proč je tak důležité mít specifickou logiku senzorů. A nezapomeňme ani na stroje s dvojím režimem, které vyžadují speciální servomotorové řízení napětí, neboť stojící sáčky obvykle používají fólii, která je asi o třicet procent tlustší než fólie používaná u standardních zipových aplikací.
| Požadavek na manipulaci | Konfigurace stojícího sáčku | Konfigurace sáčku se zipem |
|---|---|---|
| Senzory orientace | 3D laserové zarovnání pro rýhy | 2D optická detekce dráhy zipu |
| Systém sacích čepiček | Akční členy pro vícestupňové rozvíjení | Vysavače s jedinou sací rovinou |
| Regulace napětí fólie | stálé napětí 25–30 N je vyžadováno | proměnné napětí 15–20 N je dostačující |
Tolerance tloušťky fólie a šířky zipové pásky u nastavení dvoumodových strojů na výrobu sáčků
Při přepínání strojů s dvojnásobnou konfigurací mezi různé formáty balení vznikají vážné problémy s tolerancemi materiálů. Sáčky stojící na dně obvykle vyžadují tlustší fólie v rozmezí přibližně 120 až 200 mikronů, což znamená, že těsnicí čelisti musí mít šířku přibližně 8 až 10 milimetrů. Zipperové sáčky jsou jiné – používají mnohem tenčí materiály v rozmezí 60 až 100 mikronů, které lépe fungují s užšími těsnicími plochami o šířce pouze 5 až 7 mm. Nedávná studie Flexible Packaging Association zjistila, že pokud se šířka zipové pásky liší o více než ±0,1 mm, míra odmítnutí v těchto provozních režimech s dvojnásobnou funkcí stoupne přibližně o 30 %. Nejlepší systémy dostupné na trhu jsou nyní vybaveny rychle vyměnitelným nástrojovým vybavením, které se automaticky přizpůsobuje různým profilům zipových uzávěrů – od malých recyklovatelných drážek o šířce 3 mm až po větší verze s tlakovým uzavřením o šířce 8 mm – a tím zajišťují neporušenost těsnění bez ohledu na formát balení. Je důležité poznamenat, že výkon ultrazvukového svařování prudce klesá, pokud se tloušťka fólie mezi jednotlivými výrobními šaržemi liší o více než 15 %, takže během výměny zařízení se stávají nezbytnými reálné úpravy tlaku. Podle údajů shromážděných od hlavních výrobců mohou správně nastavené systémy s dvojnásobnou funkcí snížit odpad materiálu přibližně o 22 %, čímž se pro mnoho balicích zařízení stávají rozumnou investicí.
Automatizace manipulace s předem vyrobenými pytlíky pomocí integrovaných systémů strojů na výrobu pytlíků
Robotické naložení řízené vizuálním systémem a synchronizace se stanicemi plnění a uzavírání
Zavedení robotiky řízené viděním zcela změnilo způsob, jakým zpracováváme plnění předem vyrobených fóliových pytlíků – v podstatě odstranilo veškeré ruční kroky a nahradilo je chytřejším řešením. Tyto systémy využívají vysoce rozlišené kamery spolu s real-time zpracováním obrazu k určení typu pytlíku a jeho orientace; zvládnou zpracovat více než 200 kusů za minutu a automaticky upravují sílu sevření podle tloušťky fóliového materiálu. Dále jsou zde vakuumové sací čípky, které umísťují pytlíky s úžasnou přesností – až na desetiny milimetru – přímo na upínací čelisti dopravníku. Vše funguje plynule, protože tyto stroje neustále komunikují s plnícími a uzavíracími stanicemi prostřednictvím zpětnovazebních smyček PLC. Správné nastavení plnící trysky s přesností do půl milimetru je rozhodující pro zajištění správného uzavření každého pytlíku buď tepelnou metodou, nebo ultrazvukem. Nedávná studie časopisu Packaging Digest z roku 2023 ukázala, jak efektivní je tento druh automatizace: dosáhla téměř dokonalé přesnosti orientace přibližně 99,8 % a snížila potřebu lidské pracovní síly asi o 90 %. Výsledky mluví samy za sebe, zejména při zpracování velkých objemů zipovacích pytlíků, které je třeba denně vyrábět konzistentně.
Zaplnění mezery: Proč zůstává integrace zipů v výrobě stojatých pytlů stále nedostatečně využívaná
Trh dnes skutečně vyžaduje opakovaně uzavíratelné možnosti, ale začlenění zipů do stojatých pytlů stále není rozšířené. Nejde však o to, že by zákazníci o tuto funkci nestáli. Hlavní problém spočívá v tom, jak jsou v současnosti nakonfigurovány většina strojů na výrobu pytlů. Když firmy zkusí přizpůsobit své stávající výrobní linky zařízením pro vkládání zipů, čelí celé řadě potíží. Stroje vyžadují úplnou překalibraci mechanických vodítek a nastavení senzorů, aby správně zpracovávaly různé šířky pásky. Náklady na nastavení stoupnou o 25 % až 40 % vyšší než u běžných provozních režimů. Pak je tu také celý problém kompatibility materiálů. Tenké fólie, které se běžně používají u doypacků, se při standardních tepelných lepicích procesech často roztaví, což vede k slabým lepným švům v dalším průběhu výroby. Manažeři výroby rovněž hlásí problémy se synchronizací při pokusu spustit moduly pro vkládání zipů a uzavírání výlevky současně na stejné lince. Nesrovněné pytle narušují časování všech ostatních operací, což způsobuje trvalé zablokování a prostoj. Všechny tyto technické překážky, spojené s nutností dodatečného školení obsluhy a pomalými přestavbami mezi jednotlivými výrobními režimy, ekonomicky ztěžují mnoha výrobcům zavedení této technologie. Tento schopnostní rozdíl se neuzavře, dokud nebudou k dispozici nějaké standardizované modulární příslušenství, které bude kompatibilní s různými typy strojů. A přesto, navzdory všem těmto výzvám, opakovaně uzavíratelné stojaté pytle podle nedávných odvětvových zpráv nadále patří mezi nejrychleji rostoucí oblasti flexibilního balení.
Často kladené otázky
Jaký je hlavní přínos použití zipových vložek u stojatých pytlů?
Zipové vložky umožňují vytvářet spolehlivé, znovuzavíratelné uzávěry, které zaručují, že v obalu nedochází k mezím, jež by mohly vést ke zkáze obsahu. Tato funkce je zejména vyhledávána spotřebiteli nakupujícími svačinky nebo suché výrobky.
Jaký přínos mají uzavírací moduly se stříkačkou a ultrazvukové svařování pro doy pytle?
Tyto metody poskytují těsný uzávěr bez použití lepidel, čímž zabrání zkáze kapalných výrobků, jako jsou oleje a kyseliny, a to tím, že uzavírají na molekulární úrovni. Ultrazvukové svařování také zachovává tvar a pevnost pytlů.
Proč je integrování zipových uzávěrů ve výrobě stojatých pytlů podvyužíváno?
Integrace zipových uzávěrů do stojatých pytlů vyžaduje významnou přeinstalaci a vysoké náklady na nastavení strojního zařízení a je spojena s výzvami týkajícími se kompatibility materiálů a synchronizace mezi jednotlivými moduly, což vede mnoho výrobců k odložení zavedení této funkce.
Jak zlepšuje robotická automatizace manipulaci s předem vyrobenými pytlíky?
Robotická automatizace se systémy řízenými počítačovým viděním zvyšuje efektivitu přesnou identifikací pytlíků a synchronizací s plnícími stanicemi, čímž snižuje manuální práci o 90 % a dosahuje téměř dokonalé přesnosti polohování.
Obsah
- Základní příslušenství pro funkčnost stojatých pytlů a pytlů se zipem
- Stroj na výrobu tašek Konfigurace: stojící obaly vs. obaly se zipem
- Automatizace manipulace s předem vyrobenými pytlíky pomocí integrovaných systémů strojů na výrobu pytlíků
- Zaplnění mezery: Proč zůstává integrace zipů v výrobě stojatých pytlů stále nedostatečně využívaná
-
Často kladené otázky
- Jaký je hlavní přínos použití zipových vložek u stojatých pytlů?
- Jaký přínos mají uzavírací moduly se stříkačkou a ultrazvukové svařování pro doy pytle?
- Proč je integrování zipových uzávěrů ve výrobě stojatých pytlů podvyužíváno?
- Jak zlepšuje robotická automatizace manipulaci s předem vyrobenými pytlíky?
