



ABA uređaj za izradu folije: Ovaj ABA uređaj za izradu folije revolucionira proizvodnju fleksibilnog pakiranja uz pomoć napredne tehnologije koekstruzije. Ovaj sustav sastoji se od dva ekstrudera, jedan središnji za jezgreni sloj (B) i jedan bočni za dva vanjska sloja (A). Ulazna glava na stroju ima dva kanala za tok polimera umjesto jednog, tako da se tok polimera može točno regulirati za obje strane simetričnih vanjskih ljusaka koje okružuju jezgru.
Ova konfiguracija omogućuje proizvođačima da optimiziraju omjere debljine slojeva, izbalansiravši performanse i trošak. Na primjer, B-sloj često uključuje punila koja štede troškove, poput kalcijeva karbonata (do 50%), smanjujući upotrebu nekorištenog polimera za 30% dok se održava čvrstoća.
ABA trislojna struktura idealna je za primjene koje zahtijevaju krutost i otpornost na probijanje, poput industrijskih obloga i poljoprivrednih folija. Moderni sustavi također integriraju reciklirane komponente u vanjskim slojevima ne narušavajući mogućnost tiskanja – ključna prednost za marke koje teže ostvarivanju ciljeva održivosti.
ABA Trislojna Struktura: Temelj za Pufni filmski stroj Jačina
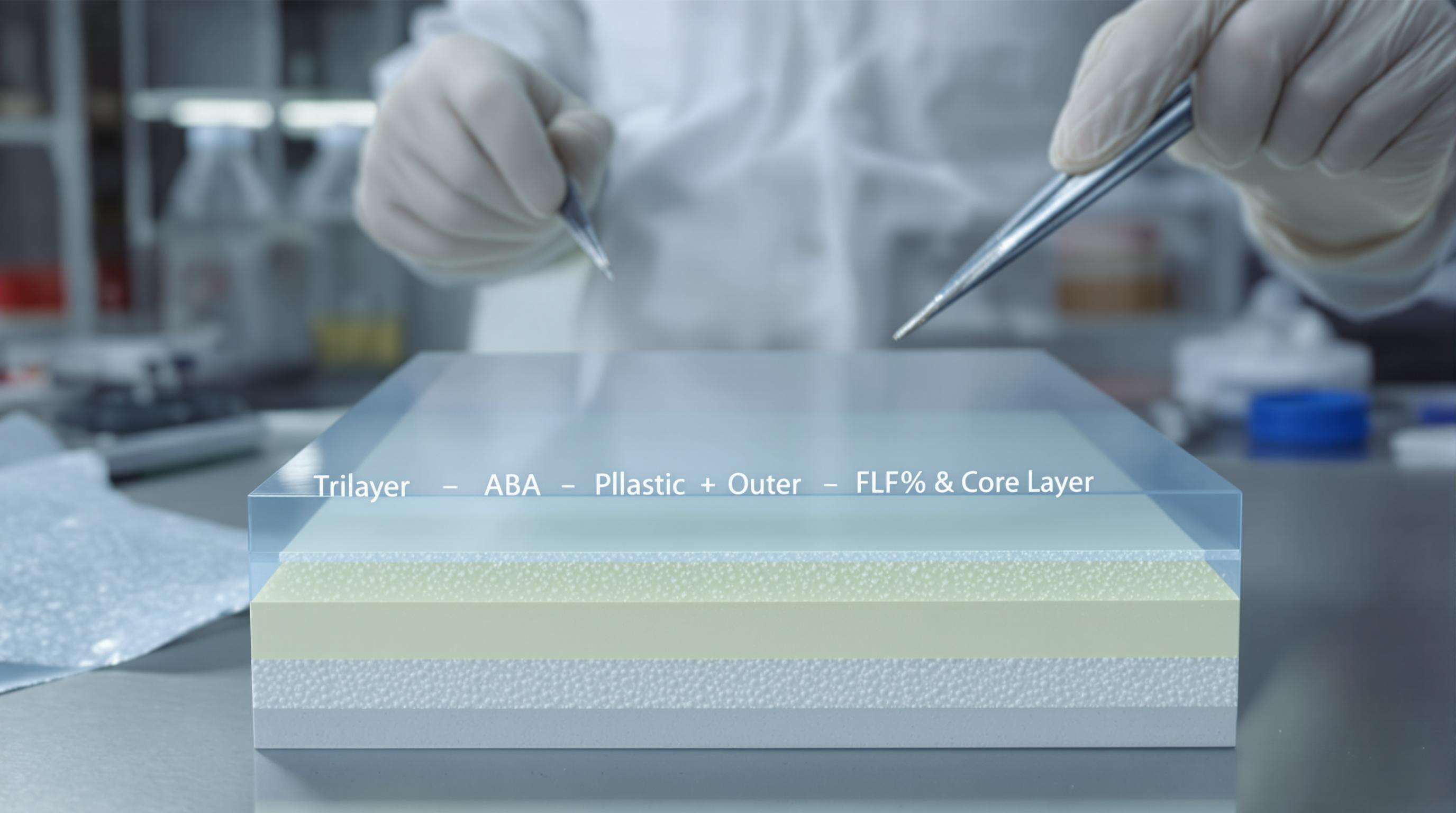
Sastav slojeva u proizvodnji koe-ekstrudiranih folija
ABA trostrana konfiguracija sastoji se od tri polimerna sloja koja se izvlače zajedno u procesu ekstruzije. Vanjski slojevi (A) obično su napravljeni od neiskorištenih polimera, npr. HDPE ili LDPE, radi kvalitete površine, dok je središnji sloj (B) napravljen od jeftinijih materijala, poput recikliranih plastika ili kompozita na bazi kalcijeva karbonata. Druga struktura omogućuje 18–22% nižu cijenu sirovina u usporedbi s jednostranim folijama, a najčešće se koristi kada je omjer slojeva postavljen na 10:80:10 do 20:60:20 (A:B:A).
Odabir materijala za barijerni i strukturni sloj
Barijerni slojevi koriste polimere s niskom propusnošću plina (npr. EVOH ili nylons), dok strukturni slojevi imaju prednost otporne smole na udarce poput LLDPE-a. Studije pokazuju da miješanje do 50% kalcijeva karbonata u sloju B smanjuje potrošnju neiskorištenih materijala za 34% dok se održava vlačna čvrstoća.
Adhezija međuslojeva u višeslojnim folijama
Toplinska kompatibilnost između slojeva osigurava snažnu adheziju. Moderni sustavi održavaju razliku temperatura taljenja unutar 15°C kako bi spriječili odvajanje slojeva, postižući čvrstoću adhezije veću od 4,5 N/15 mm.
Proizvodne prednosti koadhezivnih sustava
Istovremena obrada višestrukih polimera
Moderni sustavi koadhezije integriraju do sedam slojeva polimera u jednom prolazu, eliminirajući sekundarnu laminaciju. Proizvođači postižu 23% brže proizvodne cikluse u usporedbi s obradom monoslojnih folija.
Energetska učinkovitost u koadhezivnoj obradi
Koadhezija smanjuje potrošnju energije za 18-32% kroz jednostrukih ciklusa zagrijavanja, minimalizaciju otpada i preciznu kontrolu temperature.
Poboljšanje mehaničkih svojstava u puhanim folijama
Raspodjela naprezanja u višeslojnoj strukturi folije
ABA trostrukturalna struktura optimalno raspodjeljuje mehanička naprezanja. Simulacije pokazuju 40% jednolijepu raspodjelu naprezanja u trostratnim filmovima u usporedbi s jednostratnim.
Otpornost na udarce kroz optimizaciju slojeva
Filmovi s optimiziranim omjerima slojeva izdržavaju do 2,3" veće sile probijanja, omogućeno praćenjem debljine u stvarnom vremenu (±5% konzistentnost).
Studija slučaja: 23% poboljšanje otpornosti na kidanje (Podaci FIAP 2023.)
| Parametar | Temeljno stanje (2 sloja) | Optimizirana 3-slojna | Unapređenja |
|---|---|---|---|
| Otpornost na kidanje (N/mm) | 32.4 | 39.8 | 23% |
Fleksibilne ambalažne primjene visokotvrdih filmova
Rješenja za vrećice za teške industrijske uvjete
Koekstrudirane smjese HDPE/LLDPE izdržavaju 500+ ciklusa kompresije, omogućujući vrećice za rasutu robu od 50 kg s 40% tanjim stijenkama.
Filmska ambalaža otporna na prodiranje
Multislojne folije postižu 300% veću otpornost na prodiranje, čime se rok trajanja mesa i morskih plodova produljuje za 8–12 dana.
Trendovi smanjenja težine u potrošačkoj ambalaži
| Imovina | Tradicionalna folija | Napredna ABA folija |
|---|---|---|
| Debljina | 35μm | 22μm (-37%) |
| Ugljični otisak | 1,8 kg CO2/kg | 1,2 kg CO2/kg (-33%) |
Očuvanje održivosti u preradi plastomera
Izazovi recikliranja kod koekstrudiranih folija
Samo 32% koevizualnih folija se vraća za ponovnu uporabu zbog nekompatibilnosti polimera, u usporedbi s 58% za monomaterijalne alternativе.
Strategije integracije materijala na bazi bioloških sirovina
PLA sada čini 12% strukturnih slojeva u pakiranju hrane u Europi, s emisijom stakleničkih plinova za 40% nižom u odnosu na PE.
Industrijski paradoks: učinak naspram zahtjeva kružne ekonomije
Dok 73% proizvođača daje prioritet mehaničkim svojstvima, propisi zahtijevaju ≥35% recikliranog sadržaja do 2025. godine. Nove hibridne tehnologije postižu 91% učinka svježih materijala i istovremeno zadovoljavaju kriterije reciklabilnosti.
Dodavanje kompatibilizatora tijekom proizvodnje može poboljšati čistoću reciklata do 19%.
analiza industrije iz 2023. godine otkrila je izazove u usklađivanju udjela recikliranog materijala i mehaničkih svojstava.
Česta pitanja
Što je ABA stroj za izvlačenje folije?
Stroj za izradu folije ABA tipa ima naprednu tehnologiju koekstruzije i sastoji se od dva ekstrudera za izradu trostratne folije s određenim omjerima debljine slojeva radi boljih performansi i ekonomičnosti.
Koje se materijale koristi za ABA folije izrađene puhanjem?
Vanjski slojevi obično su napravljeni od nekorištenih polimera poput HDPE-a ili LDPE-a, dok srednji sloj može uključivati jeftine materijale poput kalcijevog karbonata ili recikliranih plastika.
Koje su promišljenosti o održivosti kod koekstrudiranih folija?
Održivost uključuje izazove u recikliranju zbog nekompatibilnosti polimera i istraživanje mogućnosti ugradnje materijala biološkog podrijetla radi smanjenja emisije CO2.
