



ABA mašina za izradu folije: Ova ABA mašina za izradu folije revolucionizuje proizvodnju fleksibilnih pakovanja naprednom tehnologijom koehestruzije. Ovaj sistem se sastoji od dva ekstrudera, jedan centralni za osnovni sloj (B) i jedan bočni za dva spoljna sloja (A). Ulje na mašini ima dva kanala za protok umesto jednog, tako da se protok polimera može tačno regulisati za obe strane simetričnih spoljnih ljusaka koje okružuju osnovnu strukturu.
Ова конфигурација омогућава произвођачима да оптимизују односе дебљина слојева, постижући балансирање између перформанси и трошкова. На пример, Б-слој често укључује испуне које уштеде на трошковима, као што је калцијум карбонат (до 50%), чиме се смањује употреба непрераденог полимера за 30% и при томе одржава јачина.
ABA трислојна структура идеална је за примене које захтевају крутоћу и отпорност на продор, као што су индустријски линери и пољопривредне фолије. Модерни системи такође интегришу рециклирани материјал у спољашњим слојевима, без угрожавања могућности штампања – што је кључна предност за брендове који желе да испуне циљеве одрживости.
ABA трислојна структура: Темељ за Mašina za puštanje filmova Čvrstoća
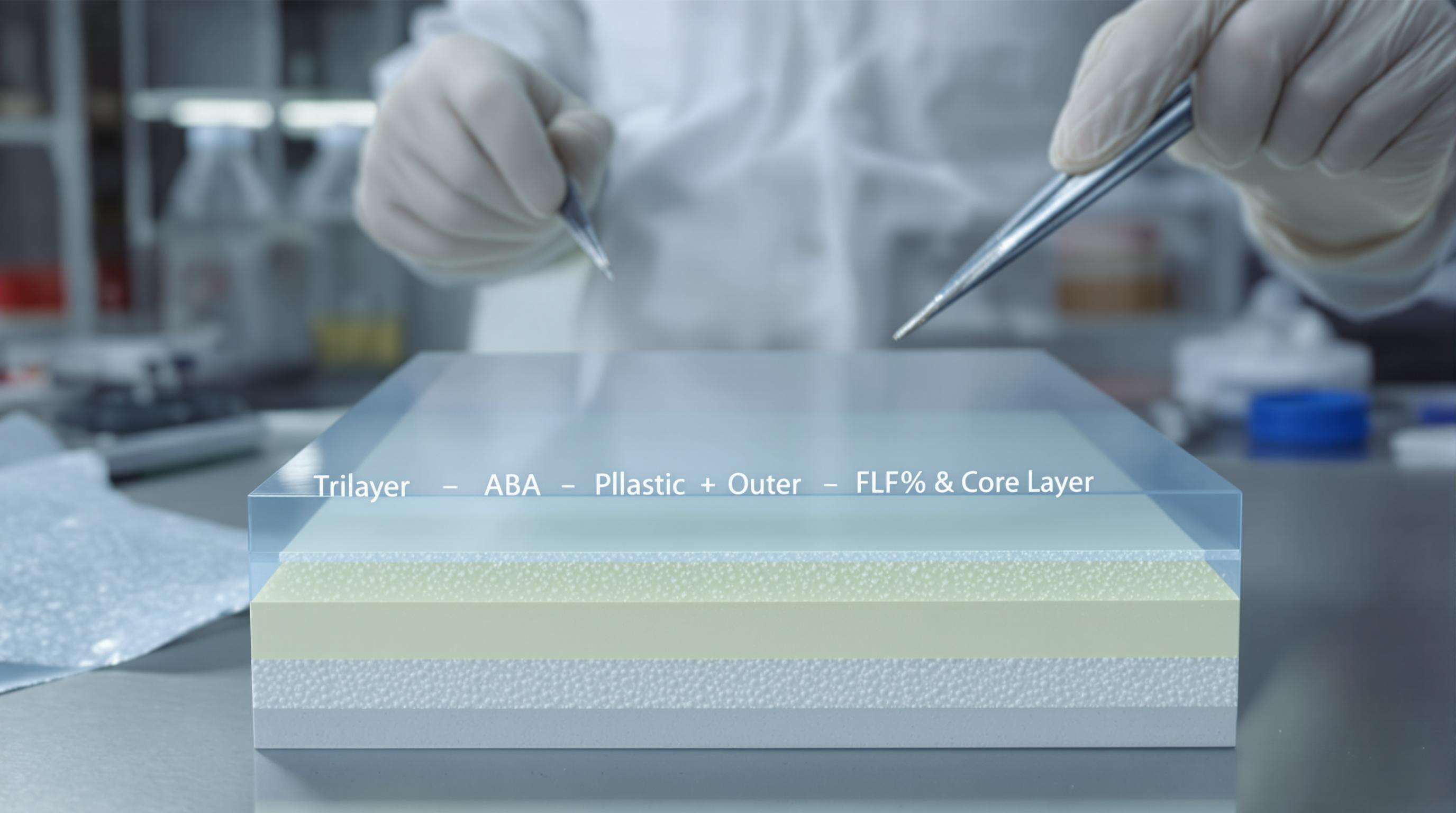
Састав слојева у производњи фолија методом коекструзије
ABA trislojna konfiguracija se sastoji od tri polimerna sloja koja se izvlače zajedno u procesu ekstruzije. Spoljašnji slojevi (A) su generalno napravljeni od virginskih polimera, na primer HDPE ili LDPE, radi kvaliteta površine, dok je jezgrina sloj (B) sastavljena od jeftinijih materijala, kao što su reciklirani plastični materijali ili kalcijum karbonatne kompozite. Druga struktura omogućava sniženje troškova sirovina za 18–22% u poređenju sa jednoslojnim folijama, a najčešće se preferira kada je odnos slojeva postavljen na 10:80:10 do 20:60:20 (A:B:A).
Izbor materijala za barijere i strukturne slojeve
Slojevi barijera koriste polimere sa niskom propustljivošću gasova (npr. EVOH ili nylons), dok strukturni slojevi imaju prioritet otporne smole na udarce poput LLDPE. Studije pokazuju da mešanje do 50% kalcijum karbonata u B-sloju smanjuje potrošnju virginskih materijala za 34% dok se održava zatezna čvrstoća.
Adhezija na granici slojeva kod višeslojnih folija
Toplotna kompatibilnost između slojeva obezbeđuje jaku adheziju. Savremeni sistemi održavaju razliku temperatura topljenja unutar 15°C kako bi se spustila delaminacija, postižući čvrstinu adhezije veću od 4,5 N/15mm.
Prednosti proizvodnje mašina za koadheziju
Istovremena obrada više polimera
Savremeni sistemi koadhezije integrišu do sedam slojeva polimera u jednom prolazu, eliminišući sekundarnu laminaciju. Proizvođači postižu 23% brže cikluse proizvodnje u poređenju sa obradom monoslojnih folija.
Energetska efikasnost u procesu koadhezije
Koadhezija smanjuje potrošnju energije za 18-32% kroz proces jednokratnog zagrevanja, smanjenje otpada i preciznu kontrolu temperature.
Unapređenje mehaničkih svojstava kod nadevanih folija
Raspodela napona u višeslojnoj strukturi folije
ABA struktura sa tri sloja optimalno raspodeljuje mehanička naprezanja. Simulacije pokazuju 40% uniformniju raspodelu naprezanja u trostranim filmovima u poređenju sa jednoslojnim varijantama.
Otpornost na udarce kroz optimizaciju slojeva
Filmovi sa optimizovanim odnosom slojeva izdržavaju do 2,3" veće sile probijanja, što omogućava kontinuirano praćenje debljine (tačnost ±5%).
Studija slučaja: Poboljšanje otpornosti na kidanje za 23% (FIAP podaci iz 2023.)
| Parametar | Osnovna linija (dvoslojna) | Optimizovana trostrana | Unapređenje |
|---|---|---|---|
| Otpornost na kidanje (N/mm) | 32.4 | 39.8 | 23% |
Fleksibilna ambalaža visokojakosnih filmova
Rešenja za vreće za teške industrijske primene
Koekstrudirane smese HDPE/LLDPE izdržavaju 500+ ciklusa kompresije, omogućavajući vreće za rasutu robu od 50 kg sa zidovima 40% tanjima.
Филмови за паковање хране отпорни на продор
Мултислојни филмови постижу 300% већу отпорност на продор, продужујући рок трајања меса и морских плодова за 8–12 дана.
Трендови смањења тежине у паковању за потрошаче
| Imovina | Традиционални филм | Напредни АБА филм |
|---|---|---|
| Debljina | 35μm | 22μm (-37%) |
| Ugljični otisak | 1,8 kg CO2/kg | 1,2 kg CO2/kg (-33%) |
Питања одрживости у процесирању пластомера
Изазови рециклирања код ко-екструдираних филмова
Samo 32% koeztrudovanih folija se vraća u ponovnu upotrebu zbog nekompatibilnosti polimera, u poređenju sa 58% za monomaterijalne alternative.
Strategije integracije materijala na bazi biljaka
PLA sada čini 12% strukturnih slojeva u ambalaži za hranu u Evropi, sa 40% nižim emisijama stakleničkih gasova u odnosu na PE.
Industrijski paradoks: mehanička otpornost naspram zahteva cirkularne ekonomije
Dok 73% proizvođača stavlja mehaničku otpornost u prvi plan, propisi zahtevaju najmanje 35% recikliranog sadržaja do 2025. godine. Nove hibridne tehnologije postižu 91% performansi originalnih materijala, a istovremeno ispunjavaju standarde reciklabilnosti.
Dodavanje kompatibilizatora tokom proizvodnje može poboljšati čistoću reciklata za čak 19%.
analiza industrije iz 2023. godine otkrila je izazove u usklađivanju sadržaja recikliranih materijala i mehaničke otpornosti.
Често постављана питања
Šta je ABA mašina za izvlačenje folije?
Mašina za duvanje folije ABA poseduje naprednu tehnologiju koekstruzije i sastoji se od dva ekstrudera za proizvodnju trostratne folije sa određenim odnosima debljine slojeva radi boljih performansi i ekonomičnosti.
Koje materijale se koriste za ABA folije napravljene duvanjem?
Spoljašnji slojevi su obično napravljeni od polimera u sirovom stanju poput HDPE-a ili LDPE-a, dok srednji sloj može uključivati jeftine materijale poput kalcijum karbonata ili recikliranih plastika.
Koje su aspekte održivosti važne za folije napravljene koekstruzijom?
Pitanja održivosti uključuju izazove u recikliranju zbog nekompatibilnosti polimera i istraživanje mogućnosti ugradnje materijala na bazi biljaka radi smanjenja emisije CO2.
