



ABAフィルムブローイングマシン:このABAフィルムブローイングマシンは、先進的な共押出技術によりフレキシブル包装製品の生産を革新します。これらのシステムは、中央のコア層(B)用と両端の外側層(A)用の2つのエクストルーダで構成されています。マシンのダイには1つではなく2つの流路があり、コア構造を囲む対称的な外側シェルの両方の側面におけるポリマー流を正確に調整できます。
この構成により、製造業者は層の厚さ比率を最適化し、性能とコストをバランスさせることができます。例えば、B層には炭酸カルシウム(最大50%)などの低コスト充填材を採用することで、バージンポリマーの使用量を30%削減しながら強度を維持することが可能です。
ABAの3層構造は、工業用ライナーおよび農業用フィルムなど、剛性と貫通抵抗が必要とされる用途に最適です。現代のシステムでは、外層に再生材を使用しても印刷適性が損なわれることなく、持続可能性目標を追求するブランドにとって重要な利点を提供しています。
ABA 3層構造: 吹込フィルム機 強度
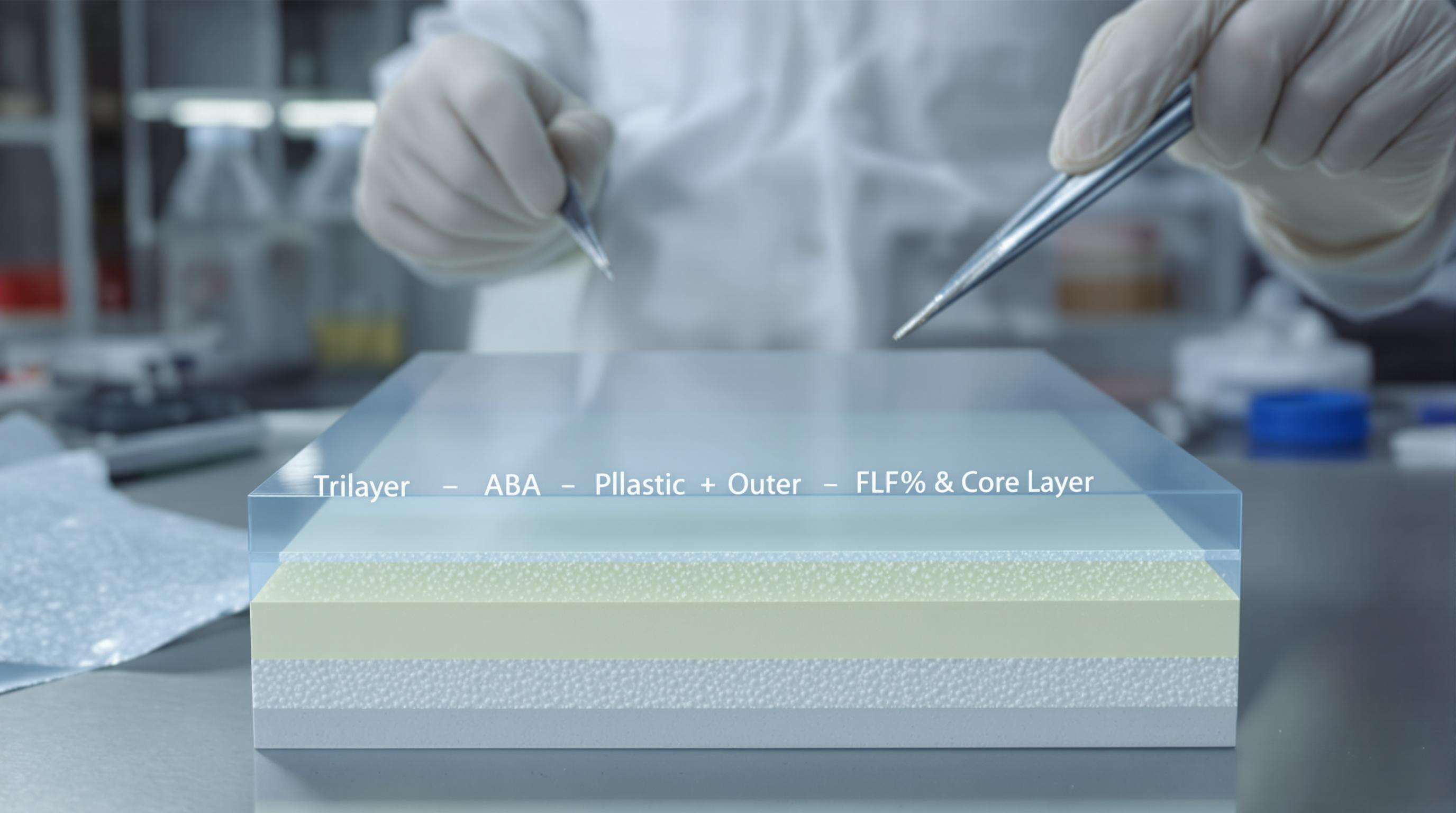
共押出フィルム製造における層構成
ABAトリレイヤー構造は、共押出しされた3層のポリマー層で構成されています。外層(A)は、表面品質を重視して、例えばHDPEやLDPEなどのバージンポリマーで作られているのが一般的です。一方、中間層(B)は、リカバリー可能なプラスチックや炭酸カルシウム系複合材料など、安価な材料を含んでいます。第2の構造は、単層フィルムと比較して原材料コストを18~22%低減でき、層比率が10:80:10~20:60:20(A:B:A)に設定される場合に最も好ましいです。
バリア層および構造層のための材料選定
バリア層にはガス透過性の低いポリマー(例えばEVOHやナイロン)を使用し、構造層にはLLDPEなどの耐衝撃性樹脂を重視します。研究では、B層に最大50%の炭酸カルシウムをブレンドすることで、引張強度を維持しながらバージン材料の使用量を34%削減できることが示されています。
多層フィルムにおける界面接着
層間の熱的適合性により強力な密着性を実現します。最新のシステムでは、メルト温度差を15°C以内に維持し、はく離を防止することで、4.5 N/15mmを超える密着強度を達成しています。
コエクストルージョン・ブローイングマシンの生産上の利点
複数ポリマーの同時加工
最新のコエクストルージョンシステムは、一度の工程で最大7層のポリマーレイヤーを統合し、二次的なラミネート工程を不要にしています。メーカーは 23%高速な生産サイクルを実現 単層フィルム加工と比較して
コエクストルージョン加工におけるエネルギー効率
コエクストルージョンは、一回の加熱工程による処理、スクラップの最小化、精密な温度管理を通じて、エネルギー消費を18〜32%削減します。
ブローングフィルムにおける機械的特性の向上
多層フィルム構造における応力分布
ABAの3層構造は機械的応力を最適に分配します。シミュレーションにより、3層フィルムは単層フィルムと比較して40%より均一な応力分布を示しています。
層の最適化による耐衝撃性
層比率が最適化されたフィルムは、実時間での厚みモニタリング(±5%の均一性)により、最大2.3インチ高い貫通耐性を実現します。
ケーススタディ:2023 FIAPデータによる23%の耐ちぎれ強度向上
| パラメータ | ベースライン(2層) | 最適化された3層 | 改善 |
|---|---|---|---|
| 耐ちぎれ強度(N/mm) | 32.4 | 39.8 | 23% |
高強度フィルムのフレキシブル包装用途
ヘビーデューティー産業用バッグソリューション
共押出されたHDPE/LLDPEブレンドは500回以上の圧縮サイクルに耐え、40%薄い壁で50kgのバルクバッグを可能にします。
パンク耐性食品包装フィルム
多層フィルムはパンク耐性を300%向上させ、肉類および魚介類の保存期間を8~12日延長します。
消費者用包装における軽量化のトレンド
| 財産 | 従来のフィルム | 高機能ABAフィルム |
|---|---|---|
| 厚さ | 35μm | 22μm(-37%) |
| 炭素足跡 | 1.8 kg CO2/kg | 1.2 kg CO2/kg(-33%) |
プラスチオマープロセッシングにおける持続可能性の検討
共押出フィルムにおけるリサイクル性の課題
ポリマーの不適合性により、共押出フィルムのうち再利用のために回収されるのは32%に過ぎず、一方で単一素材の代替品については58%に達しています。
バイオベース材料の統合戦略
欧州の食品包装における構造層の12%はPLAが占め、PEと比較して40%低いGHGフットプリントを実現しています。
業界のパラドックス:性能 vs. サーキュラーエコノミーの要求
変換業者の73%が機械的性能を重視する一方で、2025年までに再生材含有率が35%以上であることが規制により求められています。新興のハイブリッドシステムは、バージン材の性能の91%を達成しながらリサイクル可能基準を満たしています。
製造時にコンパチビライザーを添加すること リサイクル素材の純度を最大19%向上させることができます。
2023年の業界分析 再生材含有量と性能のバランスにおける課題が明らかになりました。
よくある質問
ABAフィルムブローイングマシンとは?
ABAフィルムブローイングマシンは、高度な共押出技術を備えており、外層・中間層・内層の3層構造を持つフィルムを、特定の層厚比率で製造するために2つのエクストルーダーで構成されています。これにより、性能とコスト効率の両立が可能になります。
ABAブローングフィルムに使用される材料は何ですか?
外層は通常、HDPEやLDPEなどのバージンポリマーで作られており、中間層には炭酸カルシウムやリカバブルプラスチックなど低コストの材料を使用することが可能です。
共押出フィルムにおけるサステナビリティの観点は?
サステナビリティの観点では、ポリマーの不適合性によるリサイクルの課題や、カーボンフットプリントを削減するためのバイオベース材料の活用が挙げられます。
