



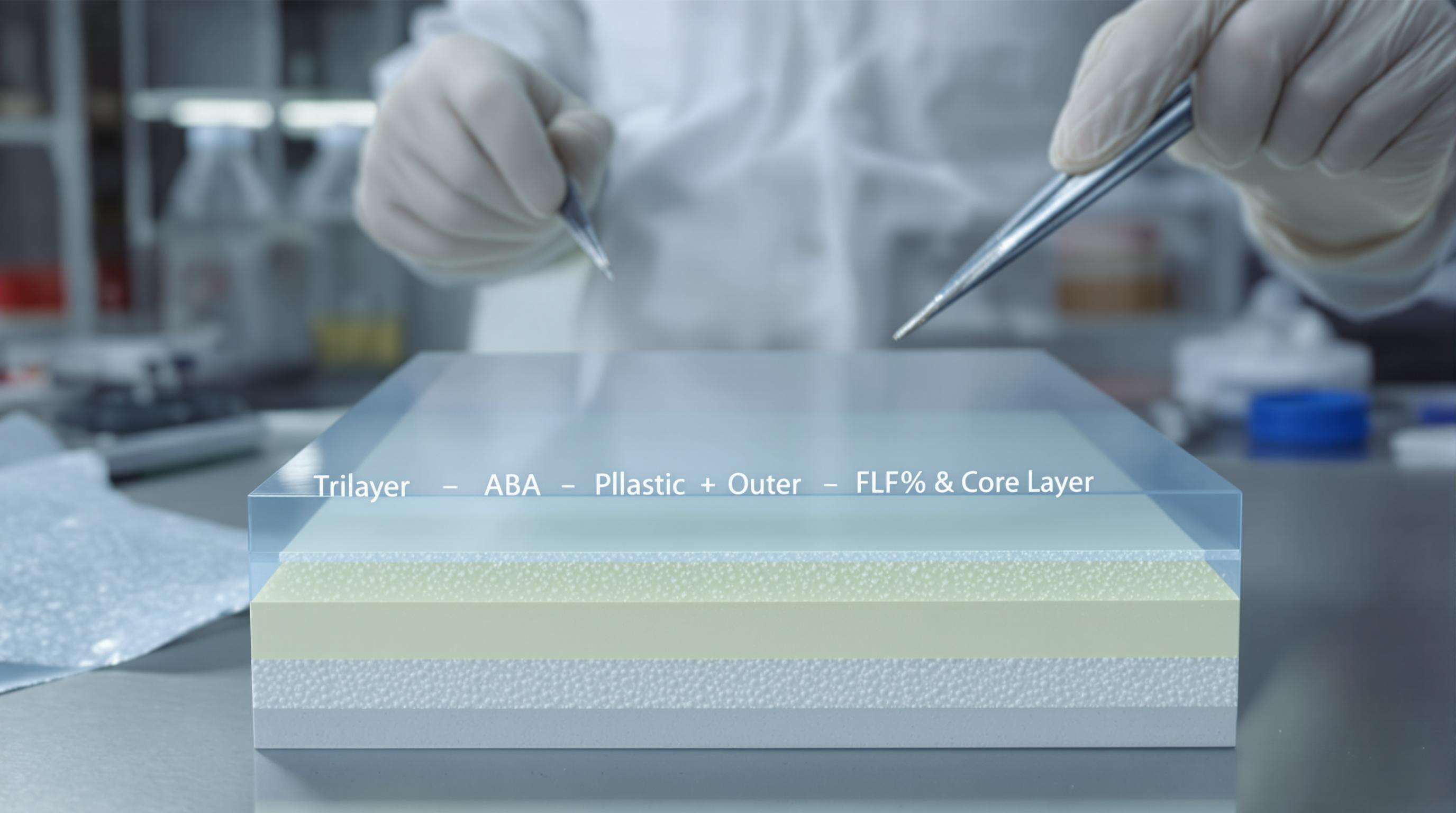
ABA-blåsefilmsmaskin: Denne ABA-blåsefilmsmaskinen revolusjonerer produksjonen av fleksibel emballasje med avansert co-ekstruderingsteknologi. Disse systemene består av to ekstrudere, en sentral for kjernelaget (B) og en sideliggende for de to ytterste lagene (A). Fordeleren på maskinen har to strømningskanaler i stedet for én, slik at polymerstrømmen kan reguleres nøyaktig for begge sider av de symmetriske ytterskallene som omgir kjernestrukturen.
Denne konfigurasjonen gjør at produsenter kan optimere lagtykkelsesforhold, og dermed balansere ytelse og kostnad. For eksempel inneholder B-laget ofte kostnadsbesparende fyllstoffer som kalsiumkarbonat (opptil 50 %), noe som reduserer bruken av ny polymer med 30 % samtidig som styrken beholdes.
ABA-trelagsstrukturen er ideell for anvendelser som krever stivhet og punkteringsmotstand, slik som industrilinere og landbruksfolier. Moderne systemer integrerer også gjenvunnet materiale i ytrelagene uten å kompromittere trykkbarheten – en viktig fordel for merker som følger bærekraftsmål.
ABA-trelagsstruktur: Grunnlag for Blåsefilmsmaskin Styrke
Lagsammensetning i co-ekstrusjonsfilmproduksjon
ABA-trelagskonfigurasjonen består av tre polymere lag som er fremstilt ved koinjeksjon av blåsfilm. Ytterlagene (A) er generelt laget av virgint polymerer, for eksempel HDPE eller LDPE, for overflatekvalitet, mens kjerne laget (B) inneholder billigere materialer, slik som gjenbrukte plastikk eller kalsiumkarbonatbaserte kompositter. Den andre strukturen gir en 18–22 % lavere råvarekostnad sammenlignet med enkeltsjiktet filmer, og er mest å foretrekke når lagforholdet er satt til 10:80:10–20:60:20 (A:B:A).
Valg av materialer for barriere- og strukturelle lag
Barrierelag bruker polymerer med lav gasspermeabilitet (for eksempel EVOH eller nylon), mens strukturelle lag prioriterer støtsikre harpikser som LLDPE. Studier viser at blanding av opptil 50 % kalsiumkarbonat i B-laget reduserer forbruket av virgint materialer med 34 % samtidig som strekkstyrken opprettholdes.
Overflatesammenheng i flerlagsfilmer
Termisk kompatibilitet mellom lagene sikrer sterk vedherdighet. Moderne systemer opprettholder smeltetemperaturdifferensialer innenfor 15 °C for å forhindre avskalling og oppnår en vedherdighetsstyrke som overstiger 4,5 N/15 mm.
Produksjonsfordeler med kokestruderte blåsemaskiner
Samtidig behandling av flere polymerer
Moderne kokestruderte systemer integrerer opptil sju polymere lag i en enkelt operasjon, noe som eliminerer sekundær laminering. Produsenter oppnår 23 % raskere produksjonssykluser sammenlignet med monolagfilmbehandling.
Energioptimering i kokestruderingsprosesser
Kokestrudering reduserer energiforbruket med 18–32 % gjennom enkeltvarmesyklusbehandling, minst mulig avfall og nøyaktig temperaturkontroll.
Forbedring av mekaniske egenskaper i blåste filmer
Spenningsfordeling i flerlagsfilmarkitektur
ABA-trilagsstrukturen fordeler mekaniske spenninger optimalt. Simuleringer viser 40 % mer jevn spenningsfordeling i 3-lags filmer sammenlignet med 1-lags varianter.
Støt motstand ved hjelp av lag optimalisering
Filmer med optimaliserte lagforhold tåler opptil 2,3 tommer høyere punkteringskrefter, muliggjort av sanntids tykkelsesmåling (±5 % konsistens).
Case Study: 23 % forbedret flisestyrke (2023 FIAP-data)
| Parameter | Grunnlinje (2-lags) | Optimert 3-lags | Forbedring |
|---|---|---|---|
| Flisemotstand (N/mm) | 32.4 | 39.8 | 23% |
Anvendelser av høyfasthetsfilmer innen fleksibel emballasje
Løsninger for tung industripose
Co-ekstruderte HDPE/LLDPE-blender tåler 500+ kompresjonsykluser, og muliggjør 50 kg sekkgenser med 40 % tynnere vegg.
Stanssikre emballasje filmer for mat
Flerlagsfilmer oppnår 300 % høyere stansmotstand, og forlenger kjøtt og sjømatens holdbarhet med 8–12 dager.
Trend mot lettvint i konsumentemballasje
| Eiendom | Tradisjonell film | Avansert ABA-film |
|---|---|---|
| Tykkelse | 35μm | 22μm (–37 %) |
| Karbonfotavtrykk | 1,8 kg CO2/kg | 1,2 kg CO2/kg (–33 %) |
Bærekraftige hensyn i plastbehandling
Gjenbrukshoder for coekstruderte filmer
Kun 32 % av kokestruderte filmer gjenopptas for gjenbruk på grunn av polymeruforenlighet, sammenlignet med 58 % for monomaterialalternativer.
Strategier for integrering av biobaserte materialer
PLA utgjør nå 12 % av strukturelle lag i europeisk matvareemballasje og gir 40 % lavere klimagassfotavtrykk enn PE.
Industripardoks: ytelse kontra krav fra sirkulærøkonomi
Mens 73 % av konverterere prioriterer mekanisk ytelse, krever reguleringer ≥35 % resirkulert innhold innen 2025. Nye hybridløsninger oppnår 91 % av ytelsen til nytt materiale og oppfyller samtidig resirkuleringsgrenser.
Å tilsette kompatibilisatorer under produksjon kan forbedre resirkulatrenheten med opptil 19 %.
industrianalyse 2023 avslørte utfordringer med å balansere resirkulert innhold med ytelse.
Ofte stilte spørsmål
Hva er en ABA-folieblåsemaskin?
En ABA-folieblåsemaskin er utstyrt med avansert co-ekstruderingsteknologi og består av to ekstrudere for å lage en trelagsfolie med spesifikke lagtykkelserforhold for bedre ytelse og kostnadseffektivitet.
Hvilke materialer brukes i ABA-blåsfolier?
De ytre lagene er vanligvis laget av rene polymerer som HDPE eller LDPE, mens kjernelaget kan inkludere billige materialer som kalsiumkarbonat eller gjenvunnet plast.
Hva er bærekraftige hensyn for co-ekstruderte folier?
Bærekraftige hensyn inkluderer gjenvinningsutfordringer på grunn av polymeruforenlighet og utforskning av integrering av biobaserte materialer for å redusere karbonfotavtrykket.
