



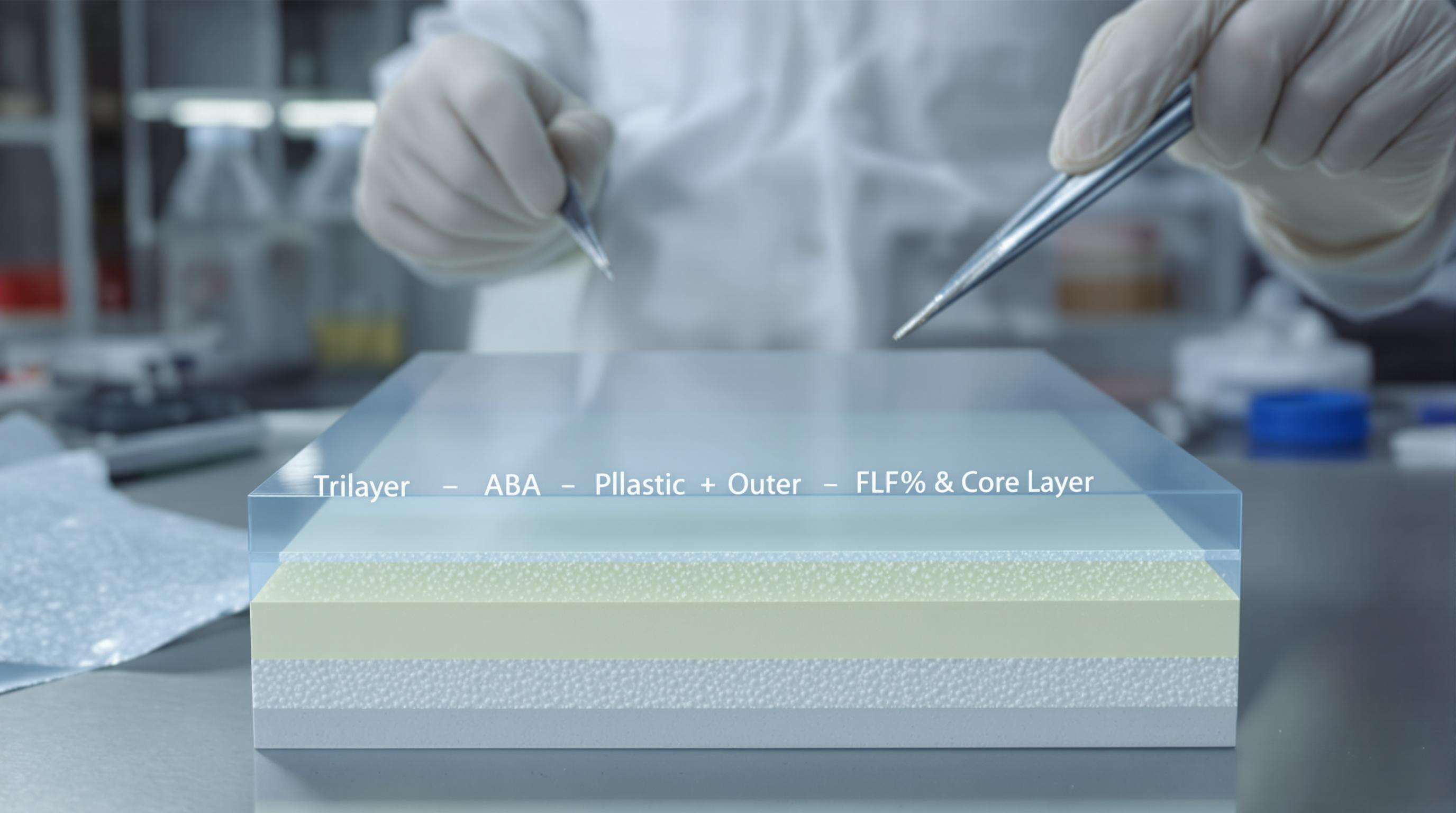
ABA машинa для видування плівки: ця машина ABA для видування плівки змінює виробництво гнучкої пакувальної продукції за допомогою передової технології ко-екструзії. Ці системи складаються з двох екструдерів, один центральний для основного шару (B) і один бічний для двох зовнішніх шарів (A). Формувальна головка машини має два канали потоку замість одного, щоб потік полімеру можна було точно регулювати для обох сторін симетричних зовнішніх оболонок, що оточують основну структуру.
Ця конфігурація дозволяє виробникам оптимізувати співвідношення товщини шарів, забезпечуючи баланс між продуктивністю та вартістю. Наприклад, шар B часто містить наповнювачі, що економлять вартість, такі як кальцій карбонат (до 50%), зменшуючи використання первинних полімерів на 30%, одночасно зберігаючи міцність.
Тришарова структура ABA є ідеальною для застосувань, що вимагають жорсткості та стійкості до проколу, таких як промислові футерівки та сільськогосподарські плівки. Сучасні системи також інтегрують перероблений вміст у зовнішні шари, не порушуючи друкарської придатності — це критична перевага для брендів, що прагнуть досягти цілей щодо стійкості.
Тришарова структура ABA: основа для Машина для дмухання фільму Сила
Склад шарів у виробництві ко-екструзійних плівок
Тришарова конфігурація ABA складається з трьох полімерних шарів, які виготовляються методом ко-екструзії плівки. Зовнішні шари (A) зазвичай виготовляють з первинних полімерів, наприклад HDPE або LDPE, для забезпечення якості поверхні, тоді як внутрішній шар (B) містить недорогі матеріали, такі як вторинні пластики або композити на основі карбонату кальцію. Друга структура забезпечує на 18–22% нижчу вартість сировини порівняно з одношаровими плівками та є найбільш вигідною, коли співвідношення шарів становить 10:80:10–20:60:20 (A:B:A).
Вибір матеріалів для бар'єрних та конструкційних шарів
Бар'єрні шари використовують полімери з низькою газопроникністю (наприклад, EVOH або нейлон), тоді як конструкційні шари використовують смоли, стійкі до ударів, такі як LLDPE. Дослідження показали, що додавання до 50% карбонату кальцію у шар B зменшує споживання первинних матеріалів на 34%, зберігаючи міцність на розтягування.
Міжфазне зчеплення в багатошарових плівках
Термальна сумісність між шарами забезпечує міцне зчеплення. Сучасні системи підтримують різницю температур плавлення в межах 15°C, щоб запобігти розшаруванню, досягаючи міцності зчеплення понад 4,5 Н/15 мм.
Виробничі переваги машин для коеструзії
Сумісна обробка кількох полімерів
Сучасні системи коеструзії інтегрують до семи шарів полімерів за один прохід, усуваючи вторинне ламінування. Виробники досягають на 23% швидших виробничих циклів порівняно з обробкою монолітної плівки.
Енергоефективність у процесі коеструзії
Коеструзія зменшує споживання енергії на 18–32% завдяки обробці за одного циклу нагріву, мінімізації відходів та точному контролю температури.
Покращення механічних властивостей у видутих плівок
Розподіл напружень у багатошаровій структурі плівки
ABA-тришарова структура оптимально розподіляє механічні напруження. Згідно з симуляціями, у тришарових плівок рівномірність розподілу напружень на 40% вища порівняно з одношаровими аналогами.
Стійкість до ударних навантажень завдяки оптимізації шарів
Плівки з оптимізованими співвідношеннями шарів витримують на 2,3" більші сили проколу, що забезпечується моніторингом товщини у реальному часі (±5% стабільність).
Дослідження випадку: поліпшення міцності на розрив на 23% (дані FIAP, 2023)
| Параметр | Базовий рівень (2 шари) | Оптимізований 3-шаровий | Покращення |
|---|---|---|---|
| Стійкість до розриву (Н/мм) | 32.4 | 39.8 | 23% |
Застосування гнучких упаковок із високоміцних плівок
Рішення для тарних мішків промислового призначення
Ко-екструдовані суміші HDPE/LLDPE витримують 500+ циклів стиснення, що дозволяє виготовлювати мішки для навалування вантажів вагою 50 кг ізі стінками на 40% тоншими.
Плівки для упаковки харчових продуктів, стійкі до проколів
Багатошарові плівки забезпечують на 300% вищу стійкість до проколів, що подовжує термін зберігання м’яса та морепродуктів на 8–12 днів.
Тенденції зменшення ваги у споживчій упаковці
| Властивість | Традиційна плівка | Просунута плівка ABA |
|---|---|---|
| Товщина | 35 мкм | 22 мкм (–37%) |
| Вуглецевий слід | 1,8 кг CO2/кг | 1,2 кг CO2/кг (–33%) |
Екологічні аспекти у переробці пластомерів
Проблеми вторинної переробки при використанні спільного екструдування плівок
Лише 32% плівок, отриманих спільним екструдуванням, підлягають повторному використанню через несумісність полімерів, порівняно з 58% для одношарових аналогів.
Стратегії інтеграції матеріалів на основі біосировини
PLA тепер становить 12% структурних шарів у європейському харчовому пакуванні, забезпечуючи на 40% менший вуглецевий слід порівняно з PE.
Парадокс галузі: експлуатаційні характеристики проти вимог циклової економіки
Хоча 73% виробників надають пріоритет механічним характеристикам, регуляції вимагають, щоб частка вторинно переробленого матеріалу становила не менше 35% до 2025 року. Нові гібридні системи забезпечують 91% характеристик первинного матеріалу та відповідають вимогам щодо вторинної переробки.
Додавання сумісників під час виробництва може підвищити чистоту вторинної сировини на 19%.
аналіз галузі за 2023 рік виявив складнощі в поєднанні частки вторинно переробленого матеріалу з експлуатаційними характеристиками.
ЧаП
Що таке машина для видування плівки типу ABA?
Машина для видування плівки типу ABA оснащена передовою технологією сумісної екструзії та складається з двох екструдерів для виготовлення тришарової плівки з певним співвідношенням товщини шарів для кращої продуктивності та економії вартості.
Які матеріали використовуються у видуваній плівці типу ABA?
Зовнішні шари зазвичай виготовляють з первинних полімерів, таких як ПНД або ПВД, тоді як внутрішній шар може включати недорогі матеріали, наприклад, кальцій карбонат або вторинні пластики.
Які питання стійкого розвитку стосуються сумісно-екструдованих плівок?
Питання стійкості включають проблеми вторинної переробки через невідповідність полімерів та вивчення інтеграції біологічних матеріалів для зменшення вуглецевого сліду.
