



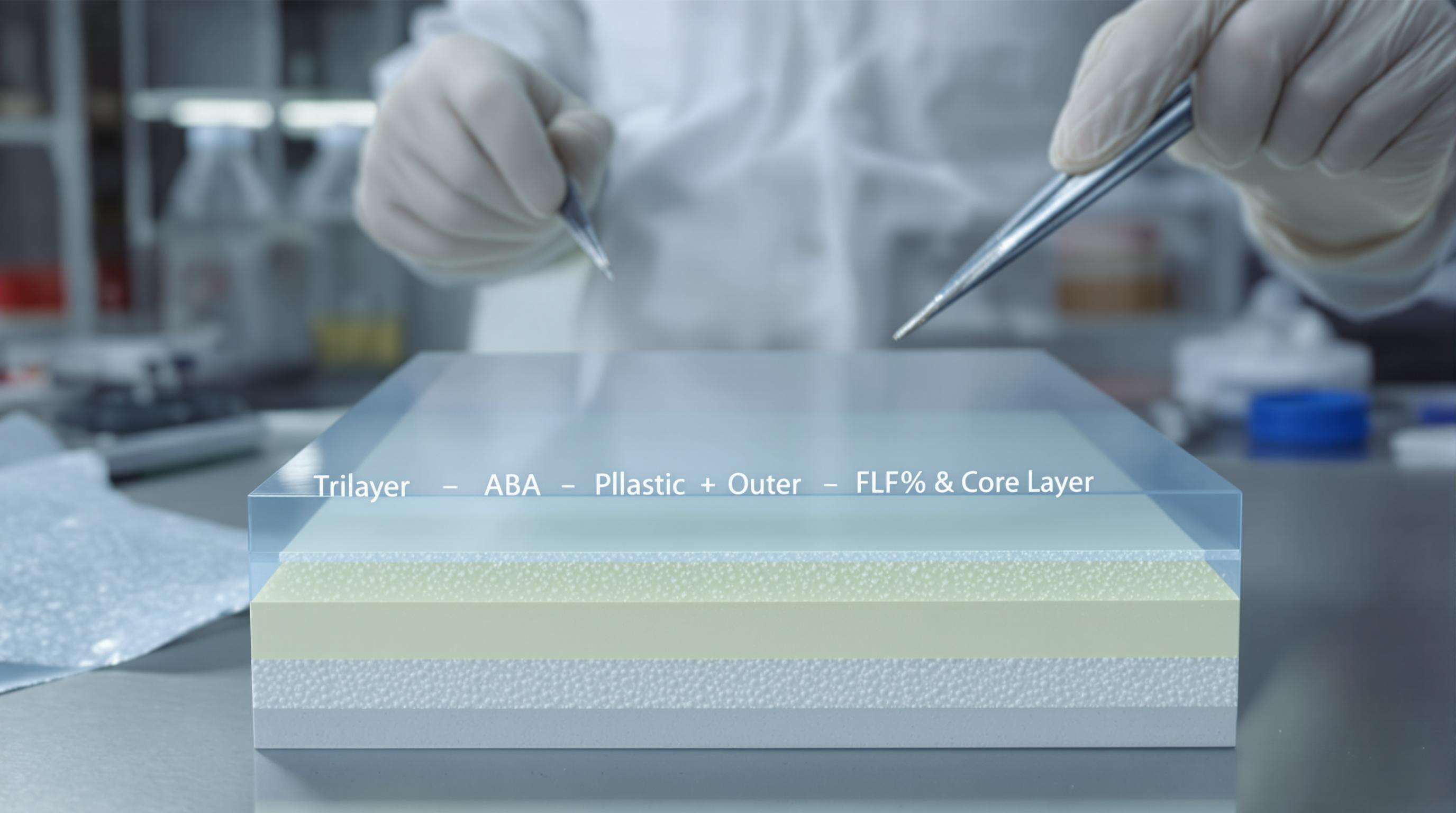
ABA stroj pro foukání fólií: Tento ABA stroj pro foukání fólií mění výrobu pružných obalů díky pokročilé technologii koextruze. Tyto systémy se skládají ze dvou extruderů, jeden střední pro jádrovou vrstvu (B) a jeden boční pro dvě vnější vrstvy (A). Tvarovací hlava stroje má místo jednoho dva tokové kanály, takže tok polymeru lze přesně regulovat pro obě strany symetrických vnějších skořepin obklopujících jádrovou strukturu.
Tato konfigurace umožňuje výrobcům optimalizovat poměry tloušťky jednotlivých vrstev, čímž dosahují rovnováhy mezi výkonem a náklady. Například B-vrstva často obsahuje náplně šetřící náklady, jako je uhličitan vápenatý (až do 50 %), a zároveň snižuje použití primárního polymeru o 30 %, přičemž udržuje požadovanou pevnost.
ABA trojvrstvá struktura je ideální pro aplikace vyžadující tuhost a odolnost proti propíchnutí, jako jsou průmyslové obklady nebo zemědělské fólie. Moderní systémy také integrují recyklovaný materiál do vnějších vrstev, aniž by byla ohrožena tisknutelnost – což je pro značky zaměřené na cíle udržitelnosti klíčové.
ABA Trojvrstvá Struktura: Základ pro Foukačový stroj Pevnost
Složení Vrstev při Výrobě Koeextrudovaných Fólií
ABA třívrstvá konfigurace se skládá ze tří polymerových vrstev, které jsou vyrobeny pomocí koextrudované fóliové výfukové technologie. Vnější vrstvy (A) jsou obvykle vyrobeny z čistých polymerů, například HDPE nebo LDPE, pro kvalitu povrchu, zatímco jádrová vrstva (B) obsahuje levnější materiály, jako jsou recyklovatelné plasty nebo kompozity na bázi uhličitanu vápenatého. Druhá struktura nabízí o 18–22 % nižší náklady na suroviny ve srovnání s jednovrstvými fóliemi a je nejvíce preferována, když je poměr vrstev nastaven na 10:80:10 až 20:60:20 (A:B:A).
Výběr materiálu pro bariérové a konstrukční vrstvy
Bariérové vrstvy využívají polymery s nízkou propustností pro plyny (např. EVOH nebo nylon), zatímco konstrukční vrstvy kladejí důraz na nárazy odolné pryskyřice, jako je LLDPE. Studie ukazují, že smísení až 50 % uhličitanu vápenatého ve vrstvě B snižuje spotřebu čistých materiálů o 34 %, přičemž se udržuje pevnost v tahu.
Mezifázová adheze ve vícevrstvých fóliích
Tepelná kompatibilita mezi jednotlivými vrstvami zajišťuje silnou adhezi. Moderní systémy udržují rozdíl teplot taveniny do 15 °C, aby se zabránilo odlupování, a dosahují adhezní pevnosti přesahující 4,5 N/15 mm.
Výrobní výhody koextruzních vanovacích strojů
Souběžné zpracování více polymerů
Moderní koextruzní systémy integrují až sedm polymerových vrstev v jediném průběhu, čímž odpadá sekundární laminace. Výrobci dosahují 23 % rychlejších výrobních cyklů ve srovnání s výrobou monovrstevných fólií.
Energetická účinnost při koextruzi
Koextruze snižuje spotřebu energie o 18–32 % díky zpracování v jediném tepelném cyklu, minimalizaci odpadu a přesné kontrole teploty.
Zlepšení mechanických vlastností u vanových fólií
Rozložení napětí ve vícevrstvé struktuře fólie
ABA trojvrstvá struktura optimálně rozděluje mechanické napětí. Simulace ukazují o 40 % rovnoměrnější rozložení napětí ve třívrstvých fóliích ve srovnání s jednovrstvými variantami.
Odolnost proti nárazům prostřednictvím optimalizace vrstev
Filmy s optimalizovaným poměrem vrstev odolají až o 2,3" vyšší průrazné síle, díky monitorování tloušťky v reálném čase (±5% konzistence).
Studie případu: Zlepšení odolnosti proti trhání o 23 % (data FIAP 2023)
| Parametr | Výchozí (dvě vrstvy) | Optimalizovaná třívrstvá | Vylepšení |
|---|---|---|---|
| Odolnost proti trhání (N/mm) | 32.4 | 39.8 | 23% |
Použití silných fólií v pružném obalu
Řešení silnostěnných průmyslových pytlů
Koextrudované směsi HDPE/LLDPE odolávají více než 500 stlačovacím cyklům, umožňují výrobu silnostěnných pytlů pro 50 kg s o 40 % tenčími stěnami.
Párově odolné obalové fólie pro potraviny
Vícevrstvé fólie dosahují až 300 % vyšší odolnosti proti průrazu, čímž prodlužují trvanlivost masa a mořských plodů o 8–12 dní.
Trendy snižování hmotnosti v obalových materiálech pro spotřebitele
| Vlastnost | Tradiční fólie | Pokročilé ABA fólie |
|---|---|---|
| Tloušťka | 35μm | 22 μm (-37 %) |
| Uhlíková stopa | 1,8 kg CO2/kg | 1,2 kg CO2/kg (-33 %) |
Udržitelnost v procesu zpracování plastomerů
Výzvy recyklace u koextrudovaných fólií
Pouze 32 % kopolymerovaných fólií se znovu používá kvůli neslučitelnosti polymerů, oproti 58 % u jednosložkových alternativ.
Strategie integrace materiálů na bázi biomasy
PLA nyní tvoří 12 % strukturálních vrstev v potravinářském obalu v Evropě a má o 40 % nižší uhlíkovou stopu než PE.
Průmyslový paradox: Výkon vs. požadavky cirkulární ekonomiky
Zatímco 73 % výrobců klade důraz na mechanický výkon, předpisy vyžadují do roku 2025 obsah recyklovaného materiálu alespoň 35 %. Nové hybridní systémy dosahují 91 % výkonu původního materiálu a zároveň splňují prahové hodnoty recyklovatelnosti.
Přidání kompatibilizátorů během výroby může zlepšit čistotu recyklovatelného materiálu až o 19 %.
analýza průmyslu z roku 2023 odhalila výzvy při vyváženém použití recyklovaného materiálu a výkonu.
Často kladené otázky
Co je to fóliovací stroj typu ABA?
ABA stroj pro foukání fólie je vybaven pokročilou technologií koextruze a skládá se ze dvou extruderů pro výrobu třívrstvé fólie s konkrétními poměry tloušťky vrstev za účelem dosažení lepšího výkonu a nákladové efektivity.
Jaké materiály se používají pro ABA fólie vyráběné foukáním?
Vnější vrstvy jsou obvykle vyrobeny z čistých polymerů, jako je HDPE nebo LDPE, zatímco střední vrstva může obsahovat levné materiály, jako je uhličitan vápenatý nebo recyklovatelné plasty.
Jaká jsou uvažování ohledně udržitelnosti u koextrudovaných fólií?
Udržitelnost zahrnuje problémy s recyklací kvůli neslučitelnosti polymerů a výzkum integrace biologicky vyráběných materiálů za účelem snížení uhlíkové stopy.
